
高装饰性涂装用烘干室设计介绍
作者:中国第一汽车集团公司工艺研究所(长春130011) 王锡春
烘干是涂装工艺的三大主要工序之一,它使液态(湿态或粉状)的探膜快速转化为固态的漆膜,对生产效率、涂层质量和涂装成本等有直接的影响。烘干是用加热设备(烘干室或烘干炉)来实现的。
高装饰性涂装用烘干室应符台清洁、节能和环保的要求,具体如下;
(1)符合涂装质量要求应使被烘干件的温度符合规定的温度时同曲线.工件温度分布均匀,烘干室内清洁无尘,避免烘干过程中的分解物(油烟)凝露等
(2)能源利用率高烘干室进出口(或炉门)、炉壁和风管等结构绝热性能优良,热量损失少。
(3)符合安全防火规定对环境应无污染,捧放的有机挥发物(VOC)应达标,无溶剂气昧或其他气味,无爆炸危险性。
(4)易清理、维修烘干室内无死角,通风管路可接近,易清理,烘干室内壁的密封性良好,确保有害废气不进^厂房内f可成套设备更换
在国内,油、气资源较丰富的地区可采用天然气、煤气或柴油作为热源;电价较便宜的地区可用电。借助燃烧炉或电加热器
(或辐射元件)通过辐射、对流或两者结合的方式加热被涂物,使漆膜固化。
辐射和对流组合式应用较多。在升温区使用辐射加热和热空气对流加热 通常在流水连续生产的面漆和中涂烘干室的升温区使用辐射加热, 确保在涂膜未干固、易粘尘场合的高无尘性和低风速。循环热风对流加热在汽车工业中应用最普遍,因为它可以均匀地加热几何彤状和结构复杂的工件。
烘干温度时间曲线是根据被烘干涂料的固化特性,由涂料厂家和涂装厂商定的.必须严格遵守
在实际烘干时,工件所有部位不可能都处于相同的温度,故加热器的温度应能达到预定的工件温度。为此,烘干室必须装备有温度控制系统,以相应地调整和控制烘干室各加热区的温度。
供干室的温度凭经验设定后借助仪器调整,以使各区的温度达到最佳状态。为缩短工件的升温时间,在馀料供干许可的场合,
可使加热区的温度高于保温区的温度烘干挥发出的有机溶剂和漆基的低分子分解物的浓度超过烘干室内允许值时就有爆炸的危险。因此,必须通过风幕向烘干室补充足够的新鲜空气,以确保其不爆蚱,这意味着补充空气量大,耗能量也增大。另外,在供干室内高温下它们是气体,稍冷却便成油烟,产生凝露,污染烘干室内壁和在进出口冒烟,落于被烘干物上,造成漆膜弊病,对此应及时排除 烘干室排放的废气中所含的有机溶剂蒸气和漆基分解物都是可燃的,应选用具有废气处理功能和能充分利用废气燃烧热的烘干室烘干室内不允许有灰尘和污物,补充的新鲜空气和循环的空气都必须过滤,烘干室所用材料及配套件不允许含有机硅物质。为防止输送设备磨损产生尘埃,汽车车身烘干都趋向于用地面链输送。总之,烘干室要定期清理,确保清洁,尤其是升温区,因为那儿的漆膜还是湿的,易牯尘确保供干室的空气动态平衡十分重要。为此,必须殷时排出废气,补充新鲜空气,使供干室比厂房压稍负,避免烘干室的进出口冒烟。国内近年从德国引进的烘干室基本上满足了上述要求。现介绍职下。
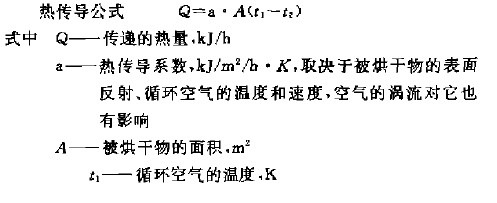
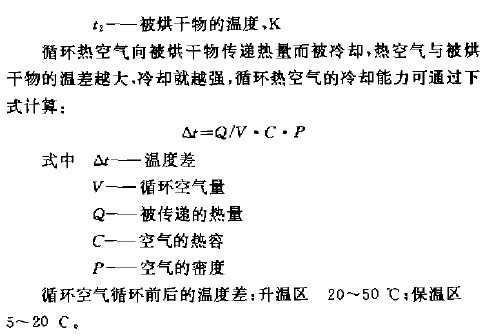
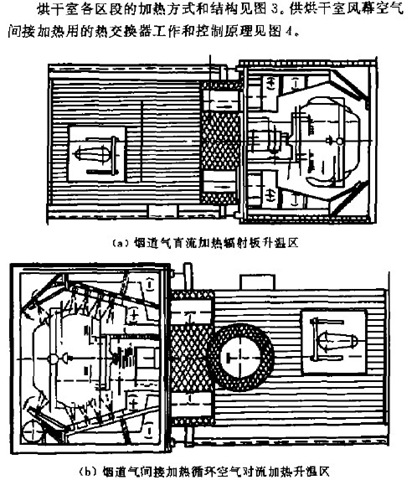
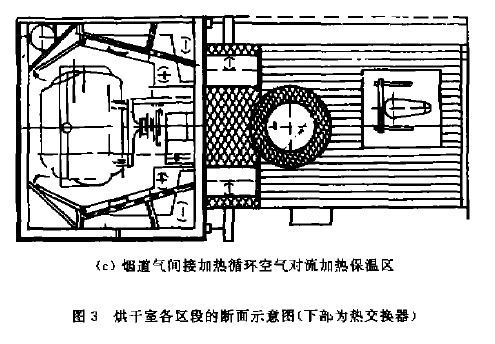
杜尔公司的Ⅱ形供干室以天然气和柴油为热源,具有废气处理功能的燃烧炉、内壁焊接的整体密封烘干室壳体(俗称通道)、循环风机 及将过滤换热器台为一体的热交换室和由计算机自动控制的新装置,结构紧凑,重量轻。烘干室通道的内壁是焊接结构,具有良好的气密性,没有 热桥“,壁板的绝热性良好.可制成6 m、8 m或9 m长的标准模段,可快速、整洁地在现场安装。风管与壳体内壁焊接在一起,壳体能承载自重、机械化输送系统和通风管路重量,还具有可膨胀性。壳体内表面整齐,无死角,易于清理和维修。为防止大量热空气流失和玲空气串入,烘干室进出口两端都低于供干室内底板(即Ⅱ形或桥式烘干室)而设置了炉门(仅适用于小批量的问歇式生产和风幕区)。利用热空气比冷空气轻的原理对Ⅱ形或桥式烘干室进出口端保温,其优点是隔热良好,加热设备可安设在地面上,易于接近,可跨越横向地面输送机,可在烘干室下面设工作台或通道,但投资费用较高或设高风幕区.升降机费用也较高。多功能的热交换器是将风机、热交换器和过滤装置组合在一起,利用来自TAR燃烧炉的清洁的(即不含可燃物质)烟道气直接加热和间接加热。间接加热式热交换器适用于对流加热,其计算、设计和选用式为:
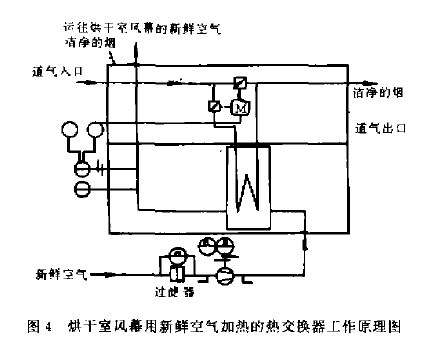
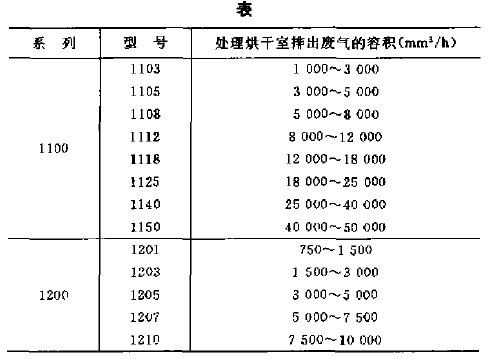
ECOPURE—TAR燃烧炉以天然气、煤气、柴油为热源,同时具有净化烘干室废气并利用其热能的功能,可省掉单独处理烘干室废气的设备及能源TAR燃烧炉是四行程全钢圆柱形结构,中心为燃烧室,环绕中心燃烧室设有预热烘干室废气的管式热交换器,外壁为绝热层 从烘干室抽走的含VOC的废气送人TAR炉外层的热交换器预热,使之温度约从180℃升到500℃(与此同时烟道气温度约降到430 C),随后进入由天然气或柴油助烧的中心燃烧室中.在700~800℃废气中的有机物完全燃烧为CO。和H:O,形成洁净的烟道气,被送往烘干室热交换器作为热源,最后间接加热新鲜空气(供供干室风幕用),待其温度降到160℃后排放据介绍,VOC与氧共存时,处理的温度超过其着火点以上,滞留必要的时闻后,VOC才能被氧化成CO。和I-I~O,条件一般为650~800℃,0.3 s以上。TAR燃烧炉完全具备上述要求,能确保供干室废气净化完全TAR燃烧炉的操作全自动化.维修工作量很小,且使用寿命根长。DcoPuRE—TAR标准型燃烧炉型号有1100和1200两十系列,能处理的废气量见表。
为增强潦装的竞争能力,适应汽车工业节能降本的需要.德国杜尔公司近年又向用户推出了全新的EcOPuRE IRc系列烘干室,它在质量和经济方面都有很大的进步。这种供干室的全新观念在于:(1)充分发挥了辐射加热和对流加热相结合的优越性。各区都以辐射和对流相结合的方式加热,而传统的车身烘干室只有一十区 管状辐射壁布设在车身下部,让热风从上向下吹过车身.使车身从里向外和从外向里同时被加热,厚板部分也可有效地加热,整十车身升温快而均匀,固化效果大大提高。假如传统的烘干室在升温段的温差为60℃,而EcOPuRE IRC烘干室仅需10~25℃(见匿5),烘干室长度可缩短(2)结构简化,减小了整体设备。除燃烧炉和加热新鲜空气用的热交换器外,其他(各区的热交换器、风管和烟道气管等)都布置在烘干室内,散热面积大大减小,17形烘干室之下的地面也可利用(3)与传统的烘干室相比,烘干室的循环空气流得到了进一步优化(循环风管缩短,且风阻小),循环空气所耗电能可节省45 ,总能耗可下降25 。
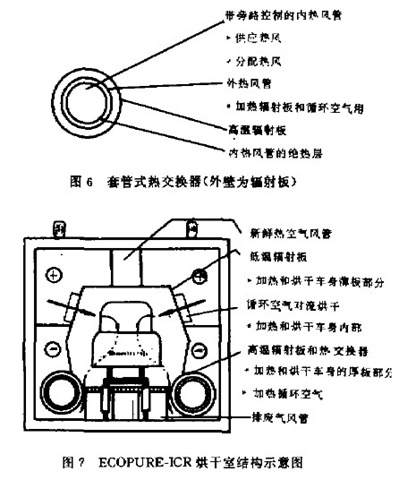
ECOPURE—IRC烘干室的外壁为辐射板的套管式热交换器ECOPURE—IRC烘干室仍保留内壁焊接结掏,确保其好的气密性。另外,从图7可知,烘干室的整十内通道壁始终处于可控性的持久加热状态,其结果成为无玲凝的烘干室。循珂=空气在进入烘干室内时都经过高质量的过滤(Eu8),使烘干室内古尘量处于最低量。供干室是涂装车间的耗能大户.如何有效地利用能源、节能,是我们涂装工作者的一大课题 在学习国际先进技术和引进消化技术的基础上,改进、优化国内传统的涂装烘干室的结掏和设计,对提高涂层质量、珂=境保护、节省能源、减少投资、降低成本、提高生产效率等都具有很大的意义。望读者有所借鉴。