热喷涂技术工艺方法很多,各有特点。无论何种工艺方法,喷涂过程中形成涂层的原理和涂层结构基本一致。热喷涂形成涂层的过程一般经历四个阶段:喷涂材料加热溶化阶段、雾化阶段、飞行阶段、碰撞沉积阶段。
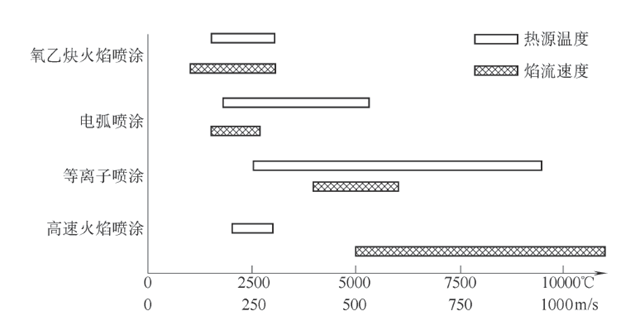
各种热喷涂工艺方法热源温度和焰流速度分布简图。
(1)加热溶化阶段当喷涂材料为线(棒)材时,喷涂过程中,线材的端部连续不断地进入热源高温区被加热溶化,形成溶滴;当喷涂材料为粉末时,粉末材料直接进入热源高温区,在行进的过程中被加热至溶化或半溶化状态。
(2)雾化阶段线(棒)材在喷涂过程中被加热溶化形成溶滴,在外加压缩气流或热源自身气流动力的作用下,将线(棒)材端部溶滴雾化成微细溶粒并加速粒子的飞行速度;当喷涂材料为粉末时,粉末材料被加热到足够高温度,超过材料的熔点形成液滴时,在高速气流的作用下,雾化破碎成更细微粒并加速飞行速度。
(3)飞行阶段加热溶化或半溶化状态的粒子在外加压缩气流或热源自身气流动力的作用下被加速飞行。粒子飞行过程中喷涂粒子首先被加速,随着飞行距离的增加而减速。
等离子喷涂工艺过程中喷涂粒子沿喷嘴轴向飞行速度分布示意图。

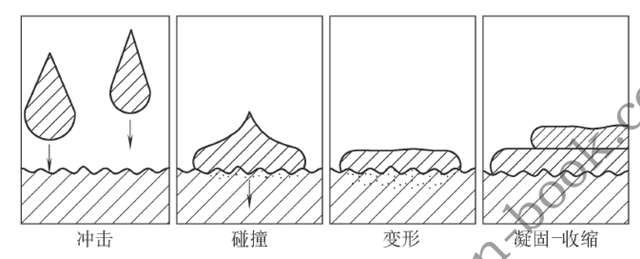
(4)碰撞沉积阶段具有一定温度和速度的喷涂粒子在接触基体材料的瞬间,以一定的动能冲击基体材料表面,产生强烈的碰撞。在碰撞基体材料的瞬间,喷涂粒子的动能转化为热能并传递给基体材料,在凹凸不平的基材表面上产生形变。由于热传递的作用,变形粒子迅速冷凝并伴随着体积收缩,其中大部分粒子呈扁平状牢固地粘结在基体材料表面上,而另一小部分碰撞后经基体反弹而离开基体表面。随着喷涂粒子束不断地冲击碰撞基体表面,碰撞—变形—冷凝收缩—填充连续进行。变形粒子在基体材料表面上,以颗粒与颗粒之间相互交错叠加地粘结在一起,而最终沉积形成涂层。