
线材火焰喷涂是采用氧乙炔燃烧火焰作热源,喷涂材料为线材的热喷涂方法。它是最早获得应用的热喷涂方法,迄今该方法仍在普遍使用。
1喷涂原理
对喷涂材料的加热和雾化是借助火焰喷枪进行的,。喷枪通过虹吸气头分别引入乙炔、氧气和压缩空气,乙炔和氧气混合后在
喷嘴出口处产生燃烧火焰。送丝轮带动线材连续地通过喷嘴中心送入火焰,在火焰中受热熔化,压缩空气经空气帽形成锥形的高速气流,将熔化的线材雾化成细微的颗粒,在火焰和高速气流的推动下,熔融颗粒喷射到经过预处理的基材表面形成涂层。
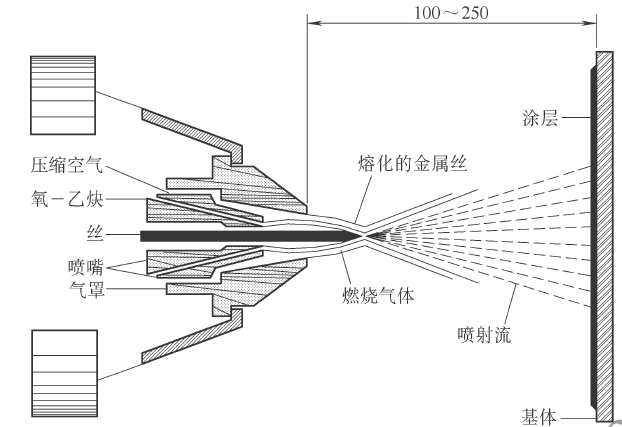
火焰线材喷涂原理图
单位时间里熔化金属线材的量取决于火焰功率。改变氧气和乙炔的流量比例可获得氧化焰或中性焰,氧化焰将加剧金属线材中碳的烧损和涂层中氧化物的增加。中性焰可在一定程度上减少被喷涂材料的氧化。
压缩空气使熔化的金属脱离和雾化,一般压缩空气消耗量在08~12m3/min,压力为040~060MPa。
线材的传送依靠喷枪中的空气涡轮或电动马达,通过调节送丝轮的转速来控制送丝速度。采用空气涡轮的喷枪,结构紧凑、重量轻,适于手工操作。但送丝速度微调比较困难,而且容易受压缩空气的影响难以保持恒定。采用电动马达的喷枪,送丝速度容易调节并能够保持恒定,所以这种形式的喷枪使用日渐增多。
用于喷涂的金属丝直径一般在16~48mm之间,喷枪配有不同型号的喷嘴和空气帽以满足不同直径和材质线材的喷涂要求。
2设备构成
典型的火焰线材喷涂设备的构成,包括氧气乙炔供给系统、压缩空气供给系统、线材盘架、喷枪等。

火焰线材喷涂设备构成示意图
(1)氧气乙炔供给系统该系统由气源、压力及流量调节装置、回火防止器及输气管线等组成。气源大都采用瓶装氧气和乙炔,用于调压的氧气减压阀和乙炔减压阀应从正规厂家选购并定期校验,合格后方可使用。流量控制采用浮子流量计,针形阀应灵敏、准确,使用值应在满刻度的40% ~70%之间。喷枪与流量计之间必须安装回火防止阀以确保喷涂过程安全。
环境防护与安全操作。
(2)压缩空气供给系统为确保涂层质量,供给吹砂机和喷枪的压缩空气除了有流量和压力的要求外,还必须清洁、干燥,即无油、无水。因此压缩空气供给系统应包括空气压缩机和空气净化装置。
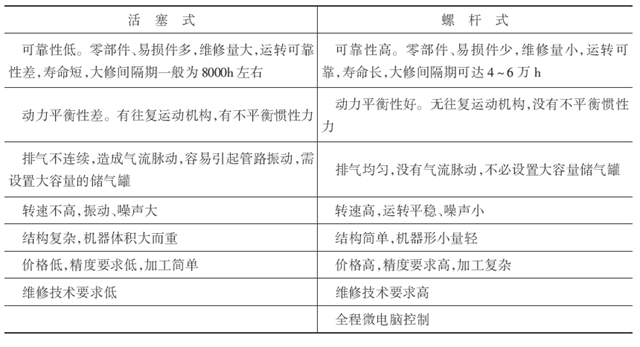
热喷涂行业使用的空气压缩机主要有活塞式和螺杆式两种。选购活塞式空压机应选购无油润滑式的,以减少空气中的油分。两种类型空压机各具特点,。目前国内新建热喷涂企业大多选购螺杆式空气压缩机进行配套。
活塞式和螺杆式空气压缩机特点对比
(3)喷枪目前国内应用的喷枪主要有两类:一是国产类型,最具代表的是SQX1型气喷枪,其性能和技术数据列于表24。SQX1型气喷枪分高速、中速两种规格,喷涂材料的熔点在750℃以上的选用中速喷枪,在750℃以下的选用高速喷枪。另一类是进口喷枪,主要是美国Metco公司的12E型和14E型火焰线材喷枪。该类喷枪采用空气涡轮式送丝,其气动部分加工精度高,送丝速度稳定,调速范围宽,高低熔点的材料均可喷涂。
SQX1型气喷枪性能和技术数据
项目性能和数据
操作方式 手持、固定两用
动力源 气动涡轮
调速方式 离心力离合器
气体压力/MPa
氧气03~06(常用04)
乙炔005~010(常用005)
压缩空气05~06
气体消耗量
氧气/(m3/h)1.8
乙炔/(m3/h)1.2
压缩空气/(m3/min)1.0~1.5
3涂层和工艺技术特点
(1)涂层结构和特性线材火焰喷涂的涂层结构为明显的层状结构,涂层中有较多的孔隙和氧化物夹渣。涂层性能依据喷涂工艺和喷涂材料的不同而各异,
线材火焰喷涂涂层性能

(2)工艺技术特点氧气乙炔线材火焰喷涂设备简单,操作方便,使用成本较低,应用非常广泛。其主要特点如下:
1)设备简单,操作方便,成本低,可进行现场维修作业。
2)喷涂材料较为广泛,凡能拉成丝的金属材料几乎都能喷涂,还可喷涂复合丝材。
3)喷涂过程中,对基材传热少,工件不易受热变形,可喷涂厚涂层。
4影响涂层质量的主要因素
影响线材火焰喷涂涂层质量的主要因素有:压缩空气流量和压力、氧气乙炔流量和压力、喷嘴烧损和送丝轮的磨损程度。
(1)压缩空气流量和压力在用的线材火焰喷枪大多采用气动涡轮方式送丝,因此喷涂过程中要求压缩空气的流量和压力都必须保持恒定,否则送丝速度忽快忽慢,严重影响丝材的熔化效果。
(2)氧气乙炔流量和压力当氧气的比例低时,火焰为碳化焰,温度较低,适于喷涂熔点较低的材料,能防止喷涂材料氧化脱碳。当火焰为中性焰时,焰流温度约为3050℃,适于喷涂各种合金。氧气乙炔流量和压力的大小决定了喷枪火焰功率的大小,为保持丝材熔化的一致性和稳定性,要求喷涂过程中,氧气和乙炔的流量和压力必须稳定不变,否则丝材会出现“过熔”或熔化不良,影响涂层质量。
(3)喷嘴烧损和送丝轮的磨损喷嘴烧损较严重时会直接破坏焰流的对称性和稳定性;送丝轮的过度磨损会造成送丝速度不稳定,两者均导致丝材熔化的不一致性。