
电泳槽阳极系统的设计中英对照版 Anodes 阳极
A cathode-to-anode ratio not greater that 4:1 is recommended with the immersed anode adjacent to the vehicle considered as the anode surface when flat plate or semi-circular anodes are used. This ratio is calculated with the following formula: Anode Area =(Vehicles/Minute x 2 Minutes x Surface Area/unit) / 4 建议阴极阳极比不能大于4:1,阳极表面是指当阳极是平板或半循环 型时通过工件与车身相连的被浸没的阳极部分。此比值用下列公式 计算。 阳极面积=(车身数/分x 2分x 表面积/车身)/4 Immersion times longer than two minutes do not require more anode area. The anodes should be spaced along each tank wall so that not less than 40% of the full-depth vertical wall contains anodes. In three-minute immersion tanks, anode placement should begin at the exit end of the tank and move forward. Anodes are usually not placed adjacent to the entering vehicle in a grounded power on entry system. The typical distance before anodes is 1/2 -1 body lengths. 全浸没时间长于2分钟时不要求加大阳极面积。阳极应沿各槽壁布置,深度不小于全浸段垂直槽壁深度的40%。在全浸3分钟的槽中,阳极的排布要从出口端开始向前排,在接地电源的进入系统,阳极一般不放在与车体进口邻近的地方。到阳极前的典型距离是1/2-1 个车厂。 A minimum of one cell gap should be maintained between electrical zones to prevent paint build-up on anodes in the lower voltage zone. If the voltage differential between the two zones exceeds 75 volts, a two-cell gap should be provided. For a differential voltage in excess of 100 volts, a three-cell gap is preferred. A one-cell gap is sufficient for all systems if diodes are used to prevent feedback. 两个电极端之间至少有一个极罩的间隙,以防止漆在电压较低区和极罩上沉积,如果两个极段之间电压超过75 伏,要留出两个极罩的间隙。电压超过100伏,要留出三个极罩的间隙,如果用二极管防止回流,一个极罩的间隙就足够了。 The anode should be constructed of 316L stainless steel, preferably, not less that 1/8-inch (32 mm.) thick. Normally, the anode dissolves slowly, its life somewhat dependent upon the production rate through the tank. Anode life expectancy is several years Provision for amperage monitoring of each cell should be included in the system design so that cell performance can be continuously observed. Cell condition and function information will then be available at all times; this design has worked well. Shunts or D.C. current transformers on each cell lead has worked well to monitor the cells. 阳极要用316L不锈钢,厚度最好不小于1/8英吋(3.2cm),正常情况下,阳极缓慢溶解,其寿命取决于通过电泳槽的生产率。阳极的概率寿命可以达若干年 ,经试验涂覆有氧化钌成分的阳极使用寿命是不锈钢阳极的数倍,但初期投资也比不锈钢要多。系统设计时要为每个极罩配一个安培计,以便可连续观察各极罩的运行情况。极罩状况及操作数据将随时可以得到。这种设计可做得很好,在各个极罩上连接的分流器或直流变压器可很好的监视每个极罩。1.1.2. Roof Anodes
阳极顶盖Roof (or overhead) anodes made of 316L stainless steel are recommended for the second electrical zone to achieve a more uniform coating on the production unit. They can also be installed in the first zone, but are somewhat less effective due to the lower voltages. Pipe connections and joints below the paint surface degrade more rapidly and, thus, should be avoided. Overhead anodes can be either bare pipe or fully enclosed flushable type. Design and placement of roof anodes depend upon carrier design (see Figure 10). 建议用不锈钢或氧化钌制成车顶盖(或悬挂)阳极作为第二段电极以使工件获得均匀的涂层。也可以将其装在第一段电极上,但由于电压较低效果往往不佳。在此区域氧化钌使用寿命相当长,而在槽液表面下部的管子街头及接点则剥蚀很快,要加以防治。车顶盖阳极的设计及布置取决于吊具的设计(见图10)。
Anolyte Cells
阳极罩 [caption id="attachment_307" align="alignnone" width="256" caption="电泳阳极"]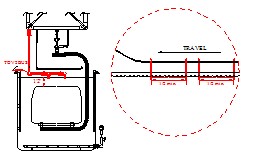 [/caption]
Flat-plate, tubular and “C” cell anodes can be enclosed in flushable anode boxes made of non-conductive material, the open faces of which consist of ion-selective membranes (see Figure 11).
板状及管状阳极一般封闭在可冲洗的阳极罩中,极罩由不导电材料制成,敞开面装有离子选择性隔膜(见图11)。
The anolyte system piping must be constructed of stainless steel or plastic
[/caption]
Flat-plate, tubular and “C” cell anodes can be enclosed in flushable anode boxes made of non-conductive material, the open faces of which consist of ion-selective membranes (see Figure 11).
板状及管状阳极一般封闭在可冲洗的阳极罩中,极罩由不导电材料制成,敞开面装有离子选择性隔膜(见图11)。
The anolyte system piping must be constructed of stainless steel or plastic
 which will withstand an organic acid solution of pH 2.0 to 5.0. Each plate anode must be flushed at a rate of 1GPM/10ft2; inexpensive flow indicators should be installed to monitor the rate. If plastic pipes are used on the anolyte return, a stainless steel coupling should be installed on each cell to electrically ground the anolyte (to prevent electrical shock should the anolyte be touched).The anolyte system should be capable of controlling the conductivity of the anolyte solution within ±100 micromhos of the set point. The controller and meter should have a range of 0-10,000 micromhos (see Figure 12). The conductivity sensing cell for the anolyte tank should be located in the tank away from the anolyte return pipe. "Electrodeless" conductivity sensors (e.g., Foxboro 871 EC body code EV) work well for both the anolyte tank and the electrocoat tank. All cells should be tested for leaks before a new tank is filled. Cells must have DI water in them at the time the tank is filled to prevent collapse of the membrane. Leaking or damaged cells should be immediately replaced.
阳极液系统管路必须用不锈钢或塑料制成,要能耐pH 2.0-5.2 有机酸溶液,每快板状阳极必须以1加仑/10平方尺的有效阳极面积的速率洗涤,要装便宜的流量剂以监视流量,如果极液返回管为塑料,则在每个极罩上装一个不锈钢连接器以将极液接地(防止接触阳极时有电击)。阳极系统要能控制阳极液电导率在设定点的±100us/cm内。控制器及仪器量程应为0-10,000us/cm(见图12)。阳极液槽及电泳槽用“无极型”电导率传感器(如:Eoxboro 871 EC body code EV)时工作性能好。在新槽投料之前,所有极罩都要做渗漏试验,在投槽时,极罩中必须有去离子水,以防隔膜破裂。极罩渗漏或损坏时应立即更换。
[caption id="attachment_309" align="alignnone" width="455" caption="电泳槽阳极系统"]
which will withstand an organic acid solution of pH 2.0 to 5.0. Each plate anode must be flushed at a rate of 1GPM/10ft2; inexpensive flow indicators should be installed to monitor the rate. If plastic pipes are used on the anolyte return, a stainless steel coupling should be installed on each cell to electrically ground the anolyte (to prevent electrical shock should the anolyte be touched).The anolyte system should be capable of controlling the conductivity of the anolyte solution within ±100 micromhos of the set point. The controller and meter should have a range of 0-10,000 micromhos (see Figure 12). The conductivity sensing cell for the anolyte tank should be located in the tank away from the anolyte return pipe. "Electrodeless" conductivity sensors (e.g., Foxboro 871 EC body code EV) work well for both the anolyte tank and the electrocoat tank. All cells should be tested for leaks before a new tank is filled. Cells must have DI water in them at the time the tank is filled to prevent collapse of the membrane. Leaking or damaged cells should be immediately replaced.
阳极液系统管路必须用不锈钢或塑料制成,要能耐pH 2.0-5.2 有机酸溶液,每快板状阳极必须以1加仑/10平方尺的有效阳极面积的速率洗涤,要装便宜的流量剂以监视流量,如果极液返回管为塑料,则在每个极罩上装一个不锈钢连接器以将极液接地(防止接触阳极时有电击)。阳极系统要能控制阳极液电导率在设定点的±100us/cm内。控制器及仪器量程应为0-10,000us/cm(见图12)。阳极液槽及电泳槽用“无极型”电导率传感器(如:Eoxboro 871 EC body code EV)时工作性能好。在新槽投料之前,所有极罩都要做渗漏试验,在投槽时,极罩中必须有去离子水,以防隔膜破裂。极罩渗漏或损坏时应立即更换。
[caption id="attachment_309" align="alignnone" width="455" caption="电泳槽阳极系统"] [/caption]
[/caption]
The anolyte solution is flushed to drain at a pH of approximately 3. 0 with a conductivity of 400-1000 micromhos for 4th generation products and 3000-6000 for 5th generation; the effect of this discharge on the waste treatment system should be considered. For 5th generation products @10 gallons of anolyte to drain per 1000ft2 of metal processed is normal. 当阳极液PH值接近3,对第四代产品电导率为400-1000 us/cm,第五代产品电导率为3000-6000 us/cm时,要充分排放阳极液,这时要考虑到废水的排放对系统的影响。第五代产品每1000英尺正常情况下应排放阳极液约10加仑。