
汽车车身涂装工艺
Ø 漆前表面处理:目的是清除被涂件表面的所有异物,提供适合涂装要求的良好基底。
前处理方式和工艺的选择应根据实际情况合理选择。
Ø 根据污物形式和程度选择(油污类型、有无生锈)
Ø 根据工件使用环境选择
Ø 根据涂料特性选择
Ø 根据工件材质选择
1.脱脂
用碱性溶液或有机溶剂等靠皂化、乳化作用或浸透溶解除去金属工件表面的油污,清洁底材的方法
称为脱脂(或除油)。
常见的脱脂方法有:碱液清洗、有机溶剂脱脂、表面活性剂、乳化剂脱脂、电化学除油。
控制的工艺参数:碱度、温度、工作时间、喷淋压力。
2.表调
表调的目的:是促使磷化形成晶粒细致密实的磷化膜,以及提高磷化反应速度。
酸性调整剂:草酸
碱性调整剂:胶体钛pH8.5-9.5
表调工序控制要点是车体温度尽可能低和严格的pH值管理。
3.磷化
钢铁件在含有锌、锰、铁的磷酸盐溶液中经过化学处理,在其表面形成一层难溶于水的磷酸盐保护膜,这个化学处理过程称为磷化。
磷化目的:主要是给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂装前打底,提高漆膜层的附着力和防腐蚀能力;在金属冷加工工艺中起减磨润滑作
用。
磷化处理方式有喷淋式、浸渍式和喷浸结合式三种。
喷淋处理方式所得磷化膜的磷酸锌的含量高,结晶成针状且粗;浸渍处理方式所得的磷酸二锌铁含量高,结晶成粒状其致密,其耐蚀性和涂膜附着力
前处理
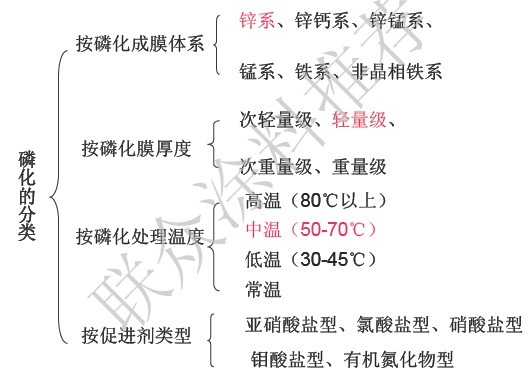
汽车车身磷化一般采用薄膜型锌盐快速中温磷化,有的磷化液中添加Ni(细化磷化膜结晶,提高附着力)和Mn(提高磷化膜耐碱性)。膜厚为1~4μm(重量为1~3g/m2)。
控制的工艺参数:总酸度、游离酸度、酸比、处理温度、处理时间、促进剂浓度等。
