
电泳涂装生产线供电系统该系统包括直流电源,电极及板罩,极液循环系统等。
1 、电泳涂装直流电源,
直流电源由整流管供给,供车身的阴极电泳的直流电源电压应能在(0~500 ) V 之间可调,泳涂零部件的电压可适当低一些 (0~400 ) V 。直流电要经滤波,电压脉冲幅度不能超过平均直流电压的5 % ,在满负荷情况下电压脉动率要小于5 % 。
对于连续通过式的电泳涂装为了降低入槽段的电流密度,避免过于激烈的电解反应发生,提高涂膜外观质量,入槽段应采用低电压:为了提高被涂物内腔的泳透力,在电泳过程中需采用高电压。所以,多个整流柜,多段电压供电方式已在电泳涂装中经常使用。
2 、在阴极电泳涂装场合的阳极
在阴极电泳涂装场合,阴极和阳极的面积之比为4 : 1~5 : 1 。阳极沿着槽壁布置,浸入槽液中的深度不得小于槽垂直壁的槽液深度的40 % ,在全浸泳涂时间超过或等于3min 场合,阳极从出槽口向前排,一般在入槽端靠近入槽车身部位不布置阳极。泳涂汽车车身那样较大的被涂物场合,可在底部和顶部也布设阳极,以使涂层厚度均匀。
阳极一般采用3.0mm以上厚度的不锈钢板或钢管。在正常情况下,每个极罩可配装一个安培计,以便可连续观察各极罩的运行情况。
阳极装置有板式阳极装置和管式阳极装置两种结构(见下图):

3、阳极液系统:
在阴极电泳过程中其阳极区不断产生有机酸,如果不及时除去,就会进入槽液使PH值下降,影响工艺参数PH 值的稳定,影响泳透力及涂膜性能,再溶解性增大。除去槽液中的游离酸的办法有两种:添加未中和或部分中和的阴极电泳涂料和采用阳极隔膜系统。一般常用阳极隔膜系统法。
阳极隔膜系统法是将阳极封闭在可冲 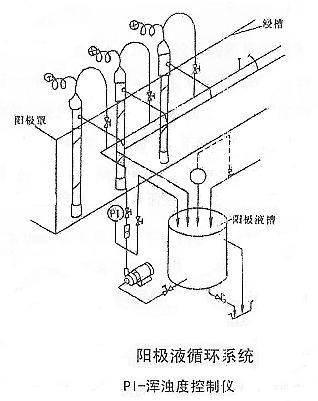
洗的阳极罩中,极罩由不导电材料制成,
敞开面(板式电极罩朝向被涂物的一面,
管式电极四周都可算敞开面)装有离子选
择性的隔膜。
阳极液系统是由阳极隔膜系统、极液
往返循环管路、泵、极液槽、电导率和混
浊度控制仪、去离子水供给管路等组成
(见右图):