
由于镀覆层具有一定的厚度,零件进行表面处理之后,必然会引起零件尺寸的变化。通常设计图纸上规定的零件尺寸及公差,都是指零件的最终尺寸及公差,假如零件没有配合的要求,在零件的最终尺寸上进行电镀或化学镀尚属可行;假如零件的精度较高、装配以后的配合间隙不能较宽裕的容纳镀覆层的厚度及其偏差,那么在零件的最终尺寸上镀覆,对产品的装配和工作性能是不利的。为了解决有配合要求的零件镀后尺寸配合的问题,必须通过与零件的设计和工艺部门,协商确定零件的镀前工艺尺寸,事先预留镀层的厚度及其镀覆的尺寸偏差。必须注意的是,只预留镀层厚度而不预留镀覆时可能出现的厚度偏差的做法是行不通的。
转化膜处理引起零件最终尺寸变化的规律与电镀和化学镀有所不同。由于转化膜层是通过金属零件表面在化学溶液中自身的溶解转化而形成的,所以转化膜通常都很薄,零件经转化膜处理后一般不会引起最终尺寸的明显变化。零件经转化膜处理后造成最终尺寸发生明显变化而影响零件配合的情况,常见于铝及铝合金的硬质阳极氧化、厚膜耐蚀磷化等工艺。由于磷化膜层的强度不如金属,因此,不适宜采用在零件上预留膜层厚度的措施。为了不影响零件的配合,宜采用低膜重磷化体系溶液进行磷化处理,使膜层的厚度减薄,同时仍具有较好的耐蚀性能。
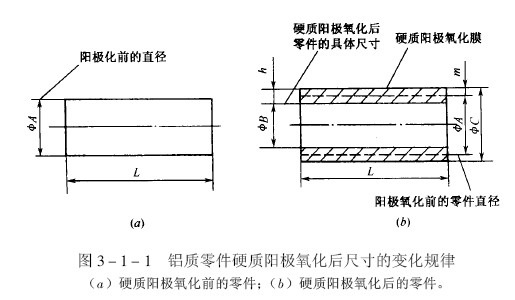
铝及铝合金表面上的硬质阳极氧化膜,具有较高的硬度和优良的耐磨性,是改善铝质零件表面耐磨性的常用手段,为了提高零件的使用寿命,产品设计通常要求硬质阳极氧化膜层具有较大的厚度,因此,铝质零件硬质阳极化以后,零件的最终尺寸变化就比较大,通常遵循这样的规律,就是零件最终尺寸的增大值,大体上等于膜层厚度的1/2,如图所示。该数值被广泛用于估算铝质零件硬质阳极化以后尺寸的变化规律。
带有普通螺纹的零件和紧固件,常遇到镀覆后发生配合障碍的问题。当螺纹进行电
镀时,螺纹的牙尖部位和谷底部位的镀层厚度是不一样的,牙尖部位的镀层厚度将明显
的大于谷底部位,随着镀层厚度的增加,它们之间的差异会越来越大,因此,螺纹的牙
型角度变小,如图所示。随着螺纹直径和螺距的不同,虽然牙尖和谷底部位镀
层厚度差异的比值也不同,但是随着镀层厚度增加,牙型角角度变小的倾向是始终如此
的。螺纹直径和螺距大一些,精度低一些,螺纹镀后配合障碍就少一些,反之则多。实
践证明,螺纹电镀后出现配合障碍的主要原因是牙型角镀后的变形,其次才是镀层厚度
因素。
目前解决螺纹镀后配合障碍问题的方法,大致有以下几个:
1 在耐蚀性能允许的条件下,适当地减低镀层的厚度,选用分散能力优良的镀液进行镀覆;
2 在不得已的情况下,可按GB197和GB5263 标准附录- 及所选择的镀覆层厚度预留足够的余量;
$& 采用达克罗涂层(又称锌铬涂层)涂覆紧固件。该涂层是由超细的鳞片状锌、铝粉和以三价铬为主的铬酸盐构成的,将达克罗涂液涂覆在零件表面上,经过均匀化之后再通过烧结形成涂层。该涂层耐大气腐蚀的性能,大大的优于电镀锌层,涂层的厚度可以按需要任意调节,且比较均匀,不会引起牙型角的变化。因此,是紧固件较为理想的防护方法。
