
在电泳槽中的泳涂时间系指被涂物在槽液液面下形成涂膜(通电)的时间这一时间通常限定在全缦2~4min之间 一旦设定的时间将不再变动,除非有提高或降低生产线的速度之需要。
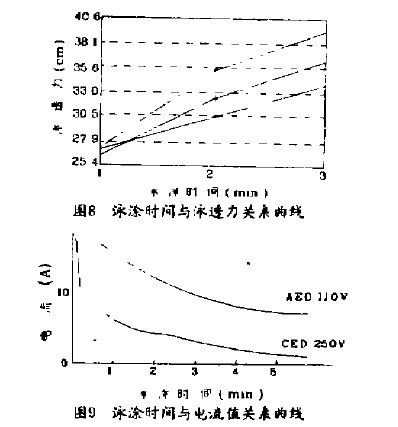
泳涂时间或成膜时间对涂膜的浓透力有直接影响,见图7、图8。在这两种场台下.随泳涂时间增长.涂膜厚度增厚.泳透深度增大
随泳涂时间增长,电流值急剧下降(见图9).由于析出涂膜的电阻cED>AED.阴极电泳的电流值低。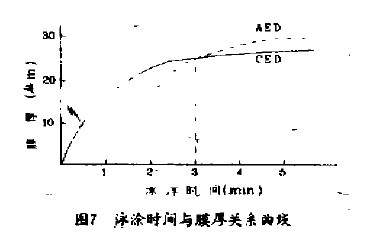
泳涂时间在电泳涂装工艺管理中起重要作用,适当增高泳涂电H三可缩短泳涂时间.在较低泳涂电压时可增加『永涂时间。由于镀锌钢板的破裂电压较低.需延长泳涂时间以降低入槽电压来获得同样的涂膜厚度。
通常在电泳涂装设备的设计过程中就确定泳涂时间.在正常运转的情况下将不再变动。