电泳涂装工序及其工艺参数
电泳涂装工艺是由电泳涂装(ADE或CED)、电泳后清洗、吹干(或除水)和涂膜固化(烘干)等工序组成。各工序的功能、工艺参数及管理要点等,以工艺最典型、最复杂的汽车身阴极电泳涂装线为例,列于表3-7中。
表3-7 汽车车身的典型阴极电泳涂装工艺一览表
| 工序名称 |
处理功能 |
工序处理内容 |
控制管理要点 |
备注 |
| 方式 |
时间 |
温度 |
| 1。用阴极电泳涂装法涂底漆 |
在前处理过的车体内、外表面泳涂上一层均匀的、规定厚度担忧泳涂膜 |
浸(通直流电) |
3~4min |
28~29℃ |
槽液固体分(NV)、PH值、温度、电泳电压等 |
电泳涂膜厚度一般为20±2μm;在采用厚膜电泳涂料场合可达35μm |
| 2 电泳后清洗
a.0次UF液洗
b.1次UF液洗
c.2次UF液洗
d.新鲜UF液
e.循环纯水洗
f.新鲜纯水洗 |
洗净车体表面的浮漆,提高漆膜外观质量,回收电泳涂料。浸洗消除缝隙部位的二次流痕。溢流槽上0次UF液洗,对回收电泳涂料和防止表干有益 |
a.喷
b.喷
c.浸
d.喷
e.浸
f.喷雾 |
通过
20~30s
全浸没即出
通过
全浸没即出
通过 |
室温室温室温室 温
室 温
室 温 |
各工序清洗液的NV或电导率 |
①UF液逆工序补加最终返到电泳槽中。
②F工序用RO-UF液替代纯水,实现全封闭清洗,向D工序补加,大大减少电泳污水的排放量
③出电泳槽到UF液洗时间不能大于1min |
| 3除尘(防尘、吹30~40℃的热风或预加热60~100℃,10min) |
车体分倾斜倒掉积水和吹掉车体表面的水珠 |
自动倾倒和自动或人工吹风 |
2~3min |
室温可吹热风 |
检查涂膜表面积水和水珠状况 |
消除电泳涂膜的水斑、二次流痕等缺陷(提高电泳涂膜的外观) |
| 4 烘干 |
使涂膜固化 |
热风或辐射加热 |
30~40min |
160~180℃ |
烘干温度、涂膜干燥程度 |
测烘干温度-时间曲线
用溶剂擦拭法测干燥程度 |
注:1、磷化处理过的车体进入电泳槽液表面全干或全湿(无水珠)均可,半干不干表面易使电泳涂膜发花。
2、为使汽车车身内表面和缝隙内腔表面完全泳涂上漆膜,一般电泳时间选取3min以上。以于外形、结构较简单的被涂物,泳透力要求不很高的场合或采用泳透力高的电泳涂料场合,可缩短电泳时间;一般零部件泳涂时间2min左右即可达到工艺要求(内、外表面的涂膜厚度)。
3、本表中所列的电泳后清洗工艺是轿车车身电泳工艺,对涂装外观要求较低的被涂物涂装,可仅以回收电泳槽液为主,减少后清洗次数,仅喷洗,不需喷浸结合清洗。
(一)电泳涂装及工艺参数管理
在电泳涂装时需控制的工艺条件(或称工艺参数)包括以下四个方面,13个参数,都规定有一定的管理值及检测频率。
①槽液的组成方面:固体分(NV)、灰分、MEQ值(中和100g基料固体或树脂所需氢氧化钠或氢氧化钾的摩尔数)和有机溶剂含量。
②槽液特性方面:PH值、电导率
③电泳条件方面:槽液温度、电泳电压、电泳时间
④电泳特性方面:库仑效率、最大电流值、膜厚和泳透力。
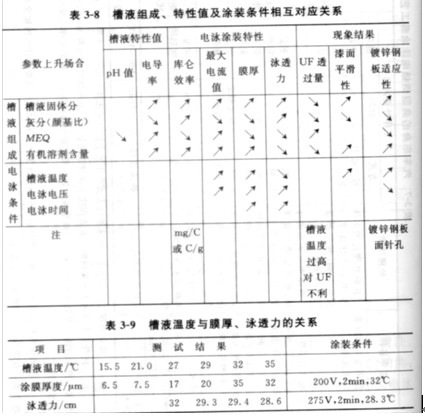
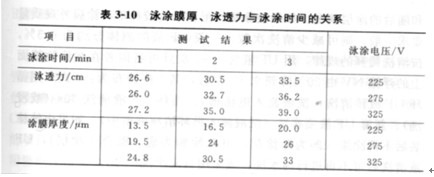
它们之间的相互关系和对电泳结果的影响见表3-8~表3-10
![]()
![]()
从表3-8~3-10中的数据可以看出,随槽液温度上升,涂膜厚度增厚,而泳透力下降;随泳涂时间越长,涂膜厚度增厚,泳透力增高;随泳涂电压增高,涂膜厚度也增厚,泳透力也提高;随槽液的灰分(颜基比)增高,膜厚下降,泳涂电压升高。
除上述表中列的13个工艺参数外,还有槽液的稳定性、更新期、加热减量、L-效果、杂质离子含量等需要观察、控制、定期检测、记录的工艺要素。
(二)电泳后清洗工艺
基于是泳涂装过程中的电沉积和电渗作用,使电泳湿涂膜有水不溶性,电泳后可用超滤(UF)液和水清洗漆膜表面,这一特性是其他涂料及涂布方法所不具有的,是电泳涂料和电泳涂装方法的独特性。电泳后清洗的目的是洗净被涂物表面的浮漆,提高涂膜外观质量,回收电泳涂料,提高电泳涂料的利用率。
电泳后清洗工艺是先用UF液清洗2~3次,UF液带着浮漆,逆工序返回到电泳槽中;随后用纯水洗1~2次(循环纯水洗和新鲜纯水喷雾洗),产生的污水排放到污水处理站。在这场合下电泳涂料利用率为95%左右。
一般采用喷淋方式清洗,当被涂物的结构较复杂(有缝隙和空腔结构)时,为防止二次流痕(即烘干时从缝隙中流出的漆痕)和使喷淋洗不到的空腔内表面也洗净,采用浸喷相结合的方式(如表3-7中所列的后清洗工艺)。
电泳后清洗的次数取决于被涂物的结构,涂膜外观的质量要求和随后的涂层状况。如果被涂物外形和结构较简单,涂膜外观质量要求一般,则可减少清洗次数。一般UF液的固体分约为0.5%,按清洗稀释的规律,用UF液洗1~2次就可将附着在被涂物漆面上的浮漆NV由20%降到0.5%左右,其工序排布为:0次(用循环UF液预清洗,洗液流入电泳槽)、循环UF液清洗30s(或浸洗)、新鲜UF液喷雾洗(洗液流入循环清洗液槽中)。如果电泳涂装后不再涂漆(即为单涂层,电泳涂膜为底、面合一涂层),UF液清洗后可不再进行纯水洗,或采用自来水洗。
要注意:电泳后清洗工艺,不是清洗的次数越多越好、清洗的时间越长越好,洗的次数多了、清洗时间长适得其反,因UF液能使电泳涂膜再溶解,且耗能,增加运行成本。
为适应环保、节省资源和可持续发展的社会要求,进一步提高电泳涂料的利用率和实现电泳涂装工艺的“零”排放,近年来,电泳后清洗有大的改进,一切采用UF液进一步净化,用RO透过滤液替代纯水,使新鲜纯水乃是大幅度减少(仅作为电泳作装及后举不胜举库存蒸发和工件带走的损失水量的补充),RO的浓缩液电泳槽或UF液清洗工艺。电泳后清洗工艺构成闭合式的清洗,使UF液和ED-RO滤液从纯水清洗工序逆工序返回电泳槽,基本上实现了电泳涂装工艺的“零”排放。
为确保和提高电泳涂膜的外观质量,在电泳清洗后,进入烘干室前,应除掉被涂物表面水珠和积水,设置吹水装置,借助高压风机和可调节方向的风嘴向工件吹风(或热风),吹掉漆面的水珠和积水。像汽车车身那样结构复杂的被涂物,应专门设能使车身倾斜倒掉积水的装置。
本文链接:http://phb.hhpj.net/post-141.html
电泳漆电泳工艺

 从表3-8~3-10中的数据可以看出,随槽液温度上升,涂膜厚度增厚,而泳透力下降;随泳涂时间越长,涂膜厚度增厚,泳透力增高;随泳涂电压增高,涂膜厚度也增厚,泳透力也提高;随槽液的灰分(颜基比)增高,膜厚下降,泳涂电压升高。
除上述表中列的13个工艺参数外,还有槽液的稳定性、更新期、加热减量、L-效果、杂质离子含量等需要观察、控制、定期检测、记录的工艺要素。
(二)电泳后清洗工艺
基于是泳涂装过程中的电沉积和电渗作用,使电泳湿涂膜有水不溶性,电泳后可用超滤(UF)液和水清洗漆膜表面,这一特性是其他涂料及涂布方法所不具有的,是电泳涂料和电泳涂装方法的独特性。电泳后清洗的目的是洗净被涂物表面的浮漆,提高涂膜外观质量,回收电泳涂料,提高电泳涂料的利用率。
电泳后清洗工艺是先用UF液清洗2~3次,UF液带着浮漆,逆工序返回到电泳槽中;随后用纯水洗1~2次(循环纯水洗和新鲜纯水喷雾洗),产生的污水排放到污水处理站。在这场合下电泳涂料利用率为95%左右。
一般采用喷淋方式清洗,当被涂物的结构较复杂(有缝隙和空腔结构)时,为防止二次流痕(即烘干时从缝隙中流出的漆痕)和使喷淋洗不到的空腔内表面也洗净,采用浸喷相结合的方式(如表3-7中所列的后清洗工艺)。
电泳后清洗的次数取决于被涂物的结构,涂膜外观的质量要求和随后的涂层状况。如果被涂物外形和结构较简单,涂膜外观质量要求一般,则可减少清洗次数。一般UF液的固体分约为0.5%,按清洗稀释的规律,用UF液洗1~2次就可将附着在被涂物漆面上的浮漆NV由20%降到0.5%左右,其工序排布为:0次(用循环UF液预清洗,洗液流入电泳槽)、循环UF液清洗30s(或浸洗)、新鲜UF液喷雾洗(洗液流入循环清洗液槽中)。如果电泳涂装后不再涂漆(即为单涂层,电泳涂膜为底、面合一涂层),UF液清洗后可不再进行纯水洗,或采用自来水洗。
要注意:电泳后清洗工艺,不是清洗的次数越多越好、清洗的时间越长越好,洗的次数多了、清洗时间长适得其反,因UF液能使电泳涂膜再溶解,且耗能,增加运行成本。
为适应环保、节省资源和可持续发展的社会要求,进一步提高电泳涂料的利用率和实现电泳涂装工艺的“零”排放,近年来,电泳后清洗有大的改进,一切采用UF液进一步净化,用RO透过滤液替代纯水,使新鲜纯水乃是大幅度减少(仅作为电泳作装及后举不胜举库存蒸发和工件带走的损失水量的补充),RO的浓缩液电泳槽或UF液清洗工艺。电泳后清洗工艺构成闭合式的清洗,使UF液和ED-RO滤液从纯水清洗工序逆工序返回电泳槽,基本上实现了电泳涂装工艺的“零”排放。
为确保和提高电泳涂膜的外观质量,在电泳清洗后,进入烘干室前,应除掉被涂物表面水珠和积水,设置吹水装置,借助高压风机和可调节方向的风嘴向工件吹风(或热风),吹掉漆面的水珠和积水。像汽车车身那样结构复杂的被涂物,应专门设能使车身倾斜倒掉积水的装置。
从表3-8~3-10中的数据可以看出,随槽液温度上升,涂膜厚度增厚,而泳透力下降;随泳涂时间越长,涂膜厚度增厚,泳透力增高;随泳涂电压增高,涂膜厚度也增厚,泳透力也提高;随槽液的灰分(颜基比)增高,膜厚下降,泳涂电压升高。
除上述表中列的13个工艺参数外,还有槽液的稳定性、更新期、加热减量、L-效果、杂质离子含量等需要观察、控制、定期检测、记录的工艺要素。
(二)电泳后清洗工艺
基于是泳涂装过程中的电沉积和电渗作用,使电泳湿涂膜有水不溶性,电泳后可用超滤(UF)液和水清洗漆膜表面,这一特性是其他涂料及涂布方法所不具有的,是电泳涂料和电泳涂装方法的独特性。电泳后清洗的目的是洗净被涂物表面的浮漆,提高涂膜外观质量,回收电泳涂料,提高电泳涂料的利用率。
电泳后清洗工艺是先用UF液清洗2~3次,UF液带着浮漆,逆工序返回到电泳槽中;随后用纯水洗1~2次(循环纯水洗和新鲜纯水喷雾洗),产生的污水排放到污水处理站。在这场合下电泳涂料利用率为95%左右。
一般采用喷淋方式清洗,当被涂物的结构较复杂(有缝隙和空腔结构)时,为防止二次流痕(即烘干时从缝隙中流出的漆痕)和使喷淋洗不到的空腔内表面也洗净,采用浸喷相结合的方式(如表3-7中所列的后清洗工艺)。
电泳后清洗的次数取决于被涂物的结构,涂膜外观的质量要求和随后的涂层状况。如果被涂物外形和结构较简单,涂膜外观质量要求一般,则可减少清洗次数。一般UF液的固体分约为0.5%,按清洗稀释的规律,用UF液洗1~2次就可将附着在被涂物漆面上的浮漆NV由20%降到0.5%左右,其工序排布为:0次(用循环UF液预清洗,洗液流入电泳槽)、循环UF液清洗30s(或浸洗)、新鲜UF液喷雾洗(洗液流入循环清洗液槽中)。如果电泳涂装后不再涂漆(即为单涂层,电泳涂膜为底、面合一涂层),UF液清洗后可不再进行纯水洗,或采用自来水洗。
要注意:电泳后清洗工艺,不是清洗的次数越多越好、清洗的时间越长越好,洗的次数多了、清洗时间长适得其反,因UF液能使电泳涂膜再溶解,且耗能,增加运行成本。
为适应环保、节省资源和可持续发展的社会要求,进一步提高电泳涂料的利用率和实现电泳涂装工艺的“零”排放,近年来,电泳后清洗有大的改进,一切采用UF液进一步净化,用RO透过滤液替代纯水,使新鲜纯水乃是大幅度减少(仅作为电泳作装及后举不胜举库存蒸发和工件带走的损失水量的补充),RO的浓缩液电泳槽或UF液清洗工艺。电泳后清洗工艺构成闭合式的清洗,使UF液和ED-RO滤液从纯水清洗工序逆工序返回电泳槽,基本上实现了电泳涂装工艺的“零”排放。
为确保和提高电泳涂膜的外观质量,在电泳清洗后,进入烘干室前,应除掉被涂物表面水珠和积水,设置吹水装置,借助高压风机和可调节方向的风嘴向工件吹风(或热风),吹掉漆面的水珠和积水。像汽车车身那样结构复杂的被涂物,应专门设能使车身倾斜倒掉积水的装置。