
汽车涂装前处理设备根据处理目的、处理量(年生产纲领或生产节拍)、处理方法、被 处理物的形状及材质和处理工艺等因素及现场条件设计选用。按生产方式,前处理设备 可分为连续式和间歇式两大类。在大量流水生产场合采用连续式前处理设备,在批量生 产场合采用间歇式。以汽车车身为例,生产节拍在5min/台以下(或输送链度2m/min以上)选用连续式;生产节拍在台以上选用间歇式;外形结构简单的被处理物采用喷 淋处理法(即在喷淋时无死角,几乎100%表面都能处理完全);外形结构复杂的被处理物选用浸渍处理法。

全浸连续式前处理磷化设备的模式是被处理物借助悬挂式输送链贯穿通过各室进行 处理。在处理轿车车身场合,现今一般选用推杆式悬链(带“C”型挂具〉、摆杆式输送链和 旋转全浸式输送机(RoDip-3〉,后者的优点是车身能旋转360度,有利于轿车车身内处理液 的倾倒,提高水平面处理质量和缩短槽的长度。
间歇式前处理设备是由7-10个槽组成。喷或浸的工序都在槽中进行,被处理物(如 汽车车身或中小件挂在一个框栏中)借助于自行电葫芦按设定的程序自动运行(前进、上 下升降或摇摆动作)通过各道工序。
各公司设计的前处理设备虽有各自的特点,但已定型,大同小异,对设备总体本文不 在详述,仅对有特点的新型辅助装置作一推荐。
日本的帕卡公司在1999汽车涂装技术交流会(济南)上介绍了在上海大众汽车公司 8- 5涂装线上已采用除铁粉装置 (CME)和除磷化渣装置(PSF)。
根据该公司解释,造成电泳涂膜尘 埃缺陷的灰尘87%为金属粉尘〔焊渣、 切削粉),灰尘尺寸在40- 250um范围会形成涂装缺陷。对前处理后的车身进行擦拭,可以将电泳脏污减少一半,即一半 脏物在前处理结束时就已存在车身上, 且大半是切削粉尘。采用间歇式大流量 冲洗倾斜状的车身(即处在上、下坡),能使电泳脏物减少一半。
配置在预清洗段的除铁粉装置专供清除清洗液中的铁粉。采取上两个措施后使车身 电泳涂膜的不良件数由120台/月降到25台/月。
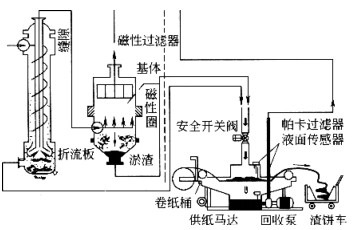
除铁粉装置的工作流程