磷化处理工艺
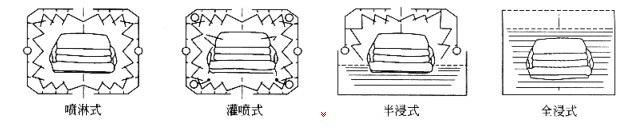
处理方式:汽车涂装前磷化处理有喷淋式、浸渍式和喷浸结合式,采用何种方式取决 于被处理物外形结构复杂程度、生产节奏和现场条件。被处理物外形结构简单,在喷淋时 所有表面都能处理到,则采用喷淋式,复杂的则采用浸渍式或喷浸结合式。如以外形结构 复杂的汽车车身为例,在1976年前采用喷淋式,其内表面及内腔有处理死角,随后逐步改 用为灌喷式(flood spray system)、半浸式(half dip system) 和全浸式(full dip system)。现今汽车车身的磷化处理方式几乎100%都采用全浸式,因其处理完全,且所得 磷化膜中的Zn2Fe(PO4)2·4H2O含量高,与阴极电泳涂装的配套性优良。
按磷化处理温度分为高温磷化〔80℃以上)、中温磷化〔50 ~ 70℃)、低温磷化〔35~ 50℃)和常温磷化(35℃以下)。 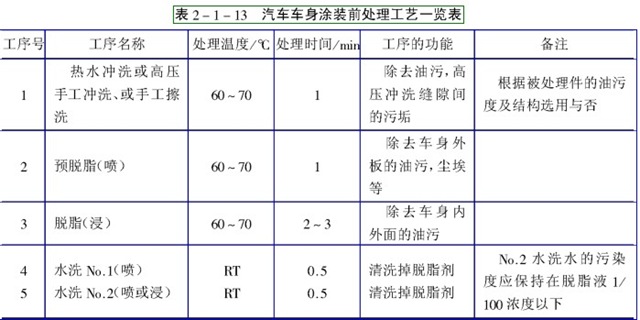

涂装前处理各工序的工艺参数及其管理随前处理材料供应商和现场条件不同而有些 差别,但已为基本知识,本文不再详述。
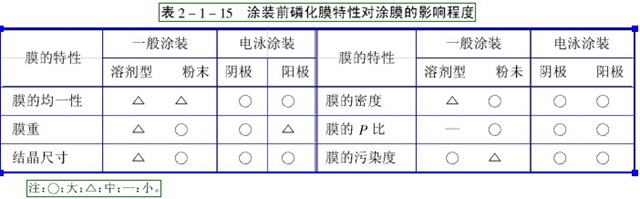
磷化膜的品质评价:作为涂装前处理打底用的磷化膜主要从外观、膜重、膜的组成 889像、结晶尺寸、膜的致密、膜的污染度等方面评价。
①外观:色调均一性,目测无有锈和其他有害的缺陷。
②膜重:重量法〔5%铬酸浸洗)。
③膜组成:P组成Zn2Fe(PO4)2·4H2O一般为Fe,也包括Mn,Ni,CO,Ca等)和 H组成Zn2Fe(PO4)2·4H2O的含量,以P比表示。
④SEM像、结晶尺寸:用电子显微镜法。
⑤膜的污染度:以最终水洗的污染度(滴水电导)表示。
P比表示磷化膜中Zn2Fe(PO4)2·4H2O所占比率的高低,是影响结晶的化学性质主要 因素。P比高的磷化膜的耐酸耐碱性好,耐蚀性、抗石击和附着力均好。
磷化膜的P比高低与所选用磷化液种类和处理方式有关;低锌三元磷化液和浸式磷 化处理所得磷化膜的P比高。不同的磷化处理方式所得磷化膜中铁/锌比率不同: 一般的喷淋法1 :7.5 ; —般的浸渍法1:3.5; 改进后的喷淋法1:4.3;改进后的浸渍法1:2.2。
新(改进后)的全浸法与原来的浸渍发不同之点是:缩短处理时间(脱脂2 ~ 3min,2min以内),膜重3.5g/平方米以下,结晶尺寸5um以下,膜中磷酸二锌铁的含量高到与理论值等同,处理温度降到与喷淋处理相同,降低处理浓度。
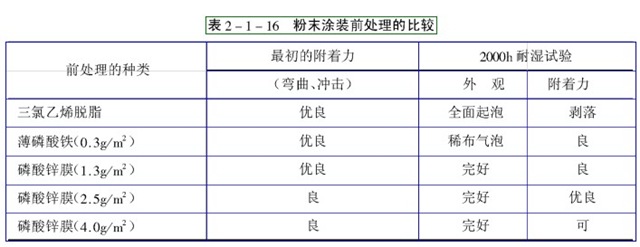
为确保磷化膜的清洁,在磷化处理后必须经2-3道水洗。控制被处理物的滴水电导 (30us/cm以下)。清洗水的水质不好,附着在磷化膜上的水珠在干燥后要浓缩上千倍,产 生白色斑点,将直接影响涂层的耐蚀性、耐潮湿性或污染电泳槽液。例如日本某汽车厂原 采用喷淋式磷化处理,最终无纯水洗,现改为浸渍式磷化处理,最终水洗采用纯水,阴极电 泳涂底漆〔2um厚〉,所得涂层的耐盐雾性提高20%-30%〔前者盐雾试验通过700H,后者 达到1000h。这点在国内有些厂家尚未认识到,磷化后只有一次水洗。
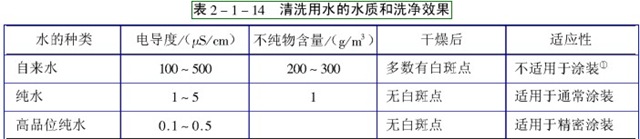
①自来水电导200us以上不适用于涂装,200us#以下可供涂装的一般清洗,不适用于涂装前的最终水洗。
从以上各项可判明,单独磷化膜的机能效果,可是作为涂装打底的特性效果就较难弄 明白。
阴极电泳涂装受磷化膜品质的影响特别大,在实践中也遇到磷化膜与阴极电泳涂膜配套不好,涂膜性能(耐防蚀性、附着力)显著下降,甚至比无磷 化的涂膜性能差。阴极电泳涂装用的磷化膜应具有以下特征:①P比要大(0.9-1.0);② 结晶尺寸要小〔1-3um) ③增厚(build-up)率少〔1-5〉。在用电子显微镜观察磷化膜时 可分出从底材上成长的结晶和根部不长在底材上的二次结晶。这种二次结晶多的膜称为 增厚膜,或者说增厚率高。一次结晶的磷化膜是物理化学稳定的结晶;④膜重;用浸渍处 理法在2-3g/平方米范围较好。