
电泳漆膜的固化(烘干)
(一)电泳漆膜的烘干特性
基于电渗作用使亲水的电泳漆膜变成憎水涂膜,经电泳涂装后的超滤液(UF)和纯水清洗,洗掉附着在湿漆膜上的电泳槽液后,淡的电泳漆膜类似“干膜”,用手摸也不粘手,其含水量、含溶剂量极少。电泳漆槽液、电泳后清洗过的湿漆膜和烘干后干涂膜三者的组成在电泳涂装过程中的变化见第一章表1-2。
从表1-2中可以看出电泳湿涂膜与其他涂装方法(如喷涂法、浸涂法)所得的水性涂料或有机溶剂型涂膜不一样,含溶剂量极少,类似“干膜”。可直接进入高温下烘干,不会产生“针孔”和“痱子”等漆膜弊病。为改善涂膜外观(如平滑性、减少水斑痕),可采取提高防尘过渡段的气温和吹水装置除掉漆面的水珠或两次升温以提高湿漆膜的展平性等措施。
另外,电泳涂装在烘干时排出的油烟状的废气较多(即加热减量,分解物最多场合达10%以上),对烘干室污染较大,这种废气在高温下为油烟,在较低温度(100℃)下为“焦油”,只能用直接燃烧法进行废气处理,不宜采用触媒氧化法和吸附法处理。
电泳涂料是水性涂料,配成槽液后,火灾危险极小,烘干时产生的分解物(挥发物)为油烟,有火灾危险性,应及时清除。
(二)电泳涂料的烘干规范
无论是阳极电泳涂料,还是阴极电泳涂料都属于高温(150℃以上)烘干型涂料,必须严格执行烘干规范,才能获得性能最佳的涂膜,不产生“烘干不足”或“过烘干”等质量事故。
烘干规范是涂料标准(或技术条件)和涂装工艺文件中所规定的烘干技术条件。以烘干温度(℃)×烘干时间(min)表示,即在此条件下烘干形成的涂膜性能应是该涂料和配套工艺涂层的最佳性能。
烘干规范(即烘干温度和时间)取决于被烘干的涂料类型、被烘干物材质及热容量和加热方式等因素。烘干时间包括升温时间和保温时间。升温时间是被烘物从室温到规定的温度所需的时间,升温时间随涂料品种有所变化,如电泳漆膜、粉末涂料涂层的烘干,升温可急一些,时间可短形;溶剂型涂料和厚涂层,升温要温和些,时间可稍长,反之易产生针孔和起皱等漆膜弊病。保温时间是被烘物温度升到规定温度后应持续的时间,保温时间必须保证,才能确保漆膜干透。
烘干规范通常由涂料厂推荐,也可由涂料厂根据现场条件和产品涂层的性能要求,通过试验确定。烘干规范是涂装工艺设计和烘干室设计的基础。
每种涂料都有相应的烘干窗口(也叫烘干工艺窗),即烘干温度和时间在一定的范围内变化,仍能保持涂膜性能合格,烘干温度和烘干时间选定在这范围(窗口)内,涂膜固化无问题(见图3-3、图3-4)。注意烘干窗口的烘干温度是工件温度,烘干时间不包含升温时间,仅为保温时间。
(三)电泳漆膜烘干管理要点
电泳漆膜的固化完全靠加热固化,达到工艺规定的烘干温度及烘干时间才能完全完全固化(俗称干透),涂膜的性能达到最佳状态。如烘干温度偏低,烘干时间不足,则固化不足,涂膜的附着力、机械性能差,耐蚀性也差;如果烘干温度过高或烘干时间过长,则产生过烘干,涂膜变脆,严重时涂膜脱落,影响下层涂膜的附着力,通过管理要杜绝“假干”(如烘干不足)和过烘干。
如果电泳漆膜末烘干透,则严重影响涂膜性能,如涂膜的机械性能、附着力、耐疤形腐蚀性、耐腐蚀性、抗石击及耐崩裂性能。例如某公司的阴极电泳涂料在170℃以下烘干,涂膜烘不干,性能极差(见表3-13)。

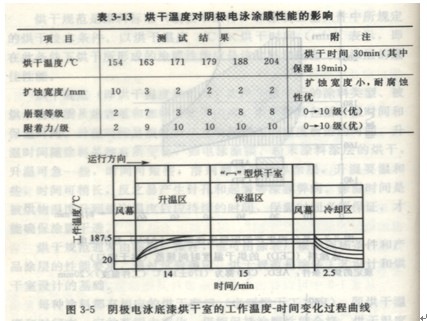
烘干温度-时间曲线是表示烘干室的特性和涂装工艺的烘干规范的一种方式,它又称固化曲线(参见图3-5)。它可由与被烘干物随行的温度-时间测定仪测得。在烘干过程中,根据烘干室内各点空气温度和被烘干物各点温度,给制出烘干温度-时间曲线。它是验收烘干室是否符合工艺要求的烘干规范和烘干室运行状态的重要依据。它也可表示出烘干室内温度的均匀性,一般要求烘干室内温度均匀性为±5℃(或烘干温度的±2.5%)。
①严格执行烘干规范,定时检测烘干室空气和被烘干件件的烘干温度-时间曲线,并有自动记录和仪表检测资料存档。
②检测电泳漆膜的固化程度。
在现场凭经验检测:观察涂膜的色相、光泽变化,进行样板对比,用铅笔或指甲测定涂膜有硬度;较科学的是用环已酮或电泳涂料的有机溶剂湿润的纱布擦拭涂膜表面,测定固化交链程度,如擦拭后的纱布上沾有漆色则表示涂膜未干透;如无色,则说明涂膜已不被溶解,表示涂膜已干透。
③加强生产管理,确保生产线不停车和下班停车前“跑空”,不使被烘干物室中停留时间过长或过夜。
④加强烘干设备和输送设备的管理和维护,确保设备都处于良好的技术状态,定期和及时组织设备清扫和维修,加强烘干室的废气处理,确保油烟(焦油)不滴落到被涂面上。