对容易因滚光而引起变形的加工件或表面凹凸不平以及内外表面都要光饰的工件,宜采用振动光饰机加工。工件在光饰机的振动槽内与磨料和研磨剂一起,以每秒数十次的频率(一般采用20Hz~30Hz)和数毫米振幅(可达6mm)振动,产生相互磨削,可使内外表面得到均匀磨光,无明显加工痕迹,无冲击变形,对脆性易碎材质工件不会造成损伤,其加工效率较普通卧式滚筒高,但比行星式离心滚光机要低一些。加工结束后,放下卸料筛板,工件沿筛板斜坡自动振动出料,同时磨料也从筛孔落回槽内,达到自动分选的目的。这种加工方法噪声也较低,装载容量可以从几十升到上千升,特别适合于中小型工件的大批量光饰精整加工。
振动光饰机的振动槽是一个由许多弹簧皮撑在底座上的钢制蜗壳形圆槽或u形直槽。圆振动槽的振动光饰机做成立式结构,槽下安装有振动电机和上下偏心块,当电机高速旋转时,振动槽在上、下偏心块的两个不平衡旋转力矩作用下,变成了悬浮于弹簧座上的一个多向振动壳体,加工工件和磨料置于其中,槽壁就会推动它们在蜗壳内呈螺旋状翻滚前进,产生相互振动研磨,以去除棱边毛刺和完成光饰加工。图l2—1—14所示为工件与磨料在立式振动光饰机的蜗壳形振动槽内的运动轨迹示意图。u形直槽的振动光饰机,做成卧式结构,u形槽横截面尺寸可以做得大些,因而翻滚动作也大一些。卧式振动光饰机的槽体左右安装有振动偏心机构,加工工件和磨料置于槽中,槽壁就会推动它们在u形直槽作上下顺时针或逆时针翻滚,产生相互振动研磨。卧式振动光饰机的磨削作用比立式振动光饰机强,加工速度快;立式振动光饰机作用比较柔和,可以得到比较光滑的加工表面。图12~1—15所示为东莞启隆研磨科技有限公司生产的卧式振动光饰机外形。其型号有VB-700、VB-1000、VB-1500和VB-2000,料仓容量分别为700L、1200L、1500L和2000L,装料量为l000kg、1400kg、2000kg、2500kg;图l2—1—16和图l2—1—17所示分别为普通立式振动光饰机和机械装卸的大型立式振动光饰机的外形。
振动光饰机加工时所需混装的磨料量要大于加工工件量两倍以上,精细加工时磨料量比工件量还要高出更多,可达4倍~6倍,有时甚至高达l0倍。工件与磨料的总装载量宜控制在设备容积的70%~90%,不宜太满。为了提高磨削效率和加工光洁度,减低磨料损耗,润滑和保护工件,还应适当加入滚磨液,如防锈剂、清洗剂、光亮剂和不同金属专用滚磨液等,其加入量约占磨料和工件体积的0.2%~0.5%。此外,还得加水3%~5%。
振动光饰机的加工时间,依加工件的技术要求而定。去除冲压或切削加工毛刺和倒角时,需0.5h~2h;抛磨工件表面需2h~8h,使光洁度在原有基础上提高2级~3级。加工过程中可随时检查加工件表面情况。
振动光饰机所用各种研磨石、研磨液等材料,各设备生产厂家及销售部门大都可配套供应,应按照使用说明正确选择和合理搭配以取得最佳工效。
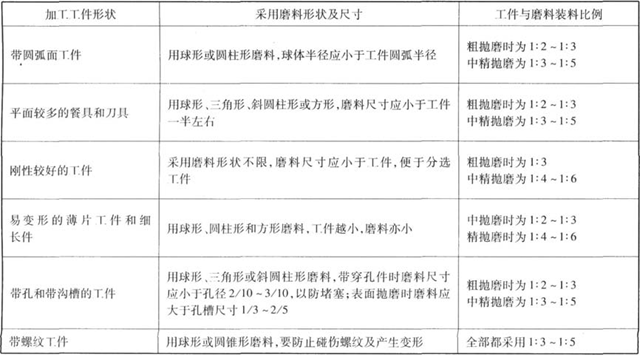
滚光磨料的选择与工件装料配比