
浸油槽用于发蓝和磷化后作补充处理,把氧化膜松孔填满。也可用于油封。其工作温度一般为105℃~ll5℃。
浸油槽的结构型式与发蓝槽相似,由槽体、加热器及活动底盘组成(见图l2—2—18),均由普通钢板焊接而成。加热方式有两种:一种是用蒸汽加热管加热,结构简单,操作安全,加热管由无缝钢管制成;另一种是用电加热,此时宜选用油用管状电加热元件,也可在内槽底下用电热板作外热式加热。电加热有可能使油过热甚至着火,应采用温度自动控制装置。当车间蒸汽压力低于0.2MPa时,宜用电加热。电加热浸油槽的电功率可近似地按每l00L油3kW~4kW计算。
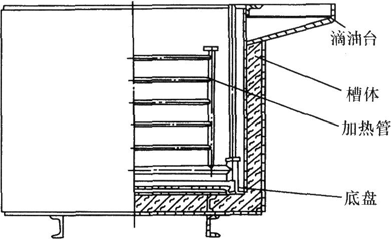
零件浸油后,需有一个滴油过程,为此浸油槽的端部或槽内应有一个滴油台。二十、除氢油槽除氢油槽用于某些零件镀铬后去氢。其结构型式和发蓝槽相似,一般有槽盖,因工作温度为200℃~230℃,保温层应更厚一些,一般为100mm~120mm。除氢油槽用电加热,功率可近似地按每100L油4kW~6kW计算,槽温必须自动控制。