
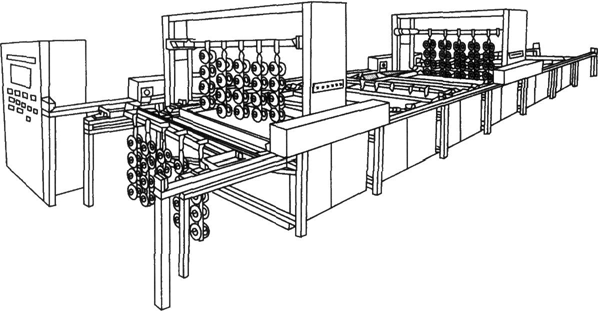
门式行车自动生产线采用门式行车来吊运电镀零件。电镀各工序所需要的各种镀槽平行布置成一条直线或多条直线,行车沿轨道作直线运动,利用行车上的一对或两对升降吊钩吊运,使自动线按要求程序完成加工任务。门式行车是国内使用最为广泛的电镀自动行车。这种行车利用对称的两个升降吊钩平衡提升槽内阴极导电杆,传动较平稳,提升力较大,车体刚性较好,行车轨道布置在行车两侧,运行过程中比较平稳,特别适于吊运大型工件。目前应用这种行车的镀槽其宽度(自动线宽度方向)一般在1500~2500mm范围内,吊重设计为500kg以上。吊钩升降速度一般设计在8~12m/min范围内。速度过低会影响自动线产量,速度过高极杆或滚筒就位时的冲击较大,溶液易溅出,零件也易漂落。为了使零件离开电镀槽时带出的溶液较少,挂具在电镀槽上被提升后可延时停留1s左右的时间,以滴净溶液。
门式行车是由车体、吊钩、传动系统、镀槽和控制系统等组成。
(1)车体
门式行车按其行走轮所处部位和轨道高度,分为上轨式、中轨式和下轨式三种。上轨式行车的行走轮和传动机构均安装在行车上部,行走轮运行在行车上侧面(或顶部)的轨道上,使行车前后移动,如图8—26所示。由于这种行车的吊重(电镀零件和阴极杆)在行车轮下面,即重心在支点的下方,当启动和停车时易产生摆动。吊钩行程越大,重心距支点越远,摆动距离越大。由于摆动,容易使主动行走轮抬离轨道,使刹车失灵,降低停位精度,同时产生较大的振动。因此,这种形式的行车运行速度较低,一般在12~20m/min范围以内。
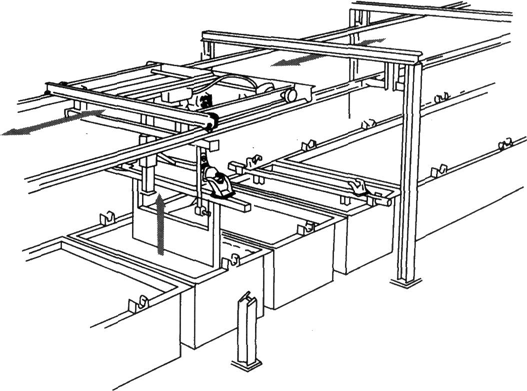
上轨式行车
上轨式的行车优点是电气控制元件可以固定在上部轨道侧面及行车上部,电镀车间内电镀液的飞溅及地面腐蚀性气体对其影响较小,相对地提高了这些元件的工作可靠性。因此,当厂房条件适合于将轨道固定在上部时,使用这种行车较为合适。特别是厂房不太高时(5m左右),上部轨道固定结构较简单,下面没有支柱,厂房内操作区比较开阔,目前国内主要使用此类行车。由于轨道及行车重力全部由建筑物承担,对于旧有厂房应进行结构验算,且安装调整较麻烦,一般在新建工厂采用这种结构。
下轨式行车的四个行走轮固定在行车下部,轨道支持在镀槽两侧的支架或地面上(如图8-27所示),对厂房条件没有严格的荷重要求;而且行车、轨道与镀槽成为一个整体,设备可以在设备制造厂调整后运到现场安装,与建筑物的关系不如上轨式密切;同时,电气控制元件固定到下部轨道上,检修比上轨式方便。由于该类行车的轨道及传送位置较低,机械零件及电气元件受电镀溶液的影响较大,而且行车的重心在行走轮的上部,当行车启动和停车时,由于行车及零件的惯性力作用,产生较大倾覆力矩,当速度过快时有翻车的危险。所以,设计时一般运行速度均限制在较低的范围内(15m/min以下)。该类行车多用于轻型屋架的厂房和厂房条件较差的车间技术改造。当电器元件及机械结构采取必要的防腐措施后,这种行车的优点就能充分发挥出来。
鉴于以上两种行车存在的弱点,特别是为了进一步提高运行速度和便于电气控制元件的维护,中轨式行车得到了推广。这种行车质量重心接近于轨道高度,行车在轨道上的状态比较稳定,当行车在高速运行突然停车时,由于行车重心接近于轨道水平面,因而产生的倾覆力矩最小,从而减小了翻车和摇摆的可能性。大大提高了行车的水平运行速度(36m/min甚至到46m/rain),使生产线的工序间辅助运行时间减少,并缩短了运行周期,从而提高生产线的生产能力。
由于轨道设置在2m左右高度,既提高了电气元件的工作可靠性,又便于工人在地面上检修更换方便。轨道间的支柱间隔可以取3m、4m及6m,视选用支柱的断面而定。这种设备安装在地面上,对厂房没有承受载荷的要求,所以,安装在任何类型的厂房内都可以生产,搬迁调整也较方便。
为了保证在高速运行情况下迅速停车并保证停位精度。中轨式行车的运行轮只起承重作用,进退传动是由一对链轮与固定在轨道上的链条实现的,因此,没有打滑的可能。为了保证启动和停车平稳,可采用双速电机或者是变频调速电机,在启动初期、停车前的几秒内或水平运行距离很短即需停车的情况下使用低速,其他情况下使用高速。这样既提高了自动线产量,又较好地改进了行车水平运行的平稳性。