
(1)镀槽的排列
在环形电镀自动线中,镀槽的排列,完全按照工艺流程排成U形,图8—34所示为工艺槽的平面布置。开口端是装卸工件的工位,挂具沿环形中心线间歇向前推进,需要跨越镀槽的吊臂在槽内末端工位首先提升,向前推进一个工位间距后再进行下降,完成跨槽动作。在镀槽内同时有多个工位时,可按生产节拍每次向前推进一个间距,直到下一个跨槽动作。
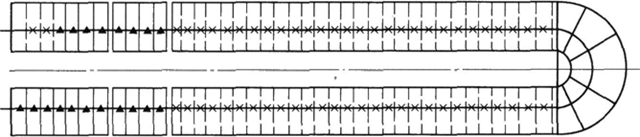
环形挂镀自动线工艺槽平面布置
(2)镀槽的长度
镀槽的长度视处理的时间而定,如清洗槽、回收槽等,镀件在该槽中处理过程比较快,所以镀槽的长度最短,只要能容纳一个挂具多一些即可,一般为500mmi若镀件在除油、电镀槽中处理时间较长,则其镀槽就应长一些。因此,在环形电镀自动线中,镀槽的排列和长度,都是根据工艺规范而定的。即先把工艺顺序和处理时间决定后,才能安装环形自动线。如果要改变工艺,就需改装镀槽和机件,手续繁多,所以工艺一旦决定后,就不轻易改动。