
带料及线材电镀属于卷料和盘料连续电镀过程,其电镀自动线除连续电镀所需的各种工艺槽和导向导电装置外,还设有放料和收卷装置。有的电镀自动线上还包括电镀前的其他加
工工序(如钢丝热处理)的连续处理设备,因此这类自动线的长度一般都有几十米。为了减少镀槽的长度,有的自动线采用增加槽体深度的办法,从而产生了各种各样的专用自动线。
带料电镀自动线
带料电镀自动线按照带料在镀槽中的放置方向分为水平放置式与垂直放置式两种。传统的带料电镀自动线为带料放料轴水平安装,卷料吊车起吊后,将料卷中心孔直接插到放料装置的中心轴上,带料开卷后呈水平方向送入各电镀工艺槽。在各工艺槽的槽沿设有卧式导向导辊,与槽内底部导向导辊相配合,使带料上下弯曲波浪式前进,浸渍在各工艺槽内经受各工艺过程的必要工序处理,最后清洗、干燥和收卷

带料电镀自动线平面布置流程
1一钢带放料盘2一电热高温去油;3一阴极电解去油;4一阳极电解去油5一热水洗6一酸浸蚀;7一冷水洗;8一热水洗;9一弱腐蚀;10一冷水洗;11、12一镀镍l3一回收;l4一热水洗15一冷水洗l6一中和;l7一电热干燥;l8一过桥,l9一传动装置20一钢带收卷盘
各工艺槽的长度和深度,由各工艺过程的处理时间和带料行走速度决定,与设备要求的生产能力有关。这种形式的自动线带料弯曲次数较多,牵引装置所需电动机的功率较大。近年来随着高速电镀技术的发展,采用水泵循环供液喷射的新型带料自动线多采用带料垂直放置方式。放料装置的中心轴垂直向上,比较窄一些的卷料吊车水平抓起,将中心孔直接插到放料主轴上即可工作;较宽的大型卷料多采用中心轴机械转向的放料装置。吊车将大型筒状料卷吊起后,将中心孔插入放料装置呈水平状的中心轴上,中心轴自动旋转90。,进入垂直工作状态,带料开卷后成垂直状态进入各电镀工艺槽内。自动线上各工艺槽的结构比较特殊,每个槽子分为上下两部分,上部为工作腔,下部为循环溶液储存槽。各工作腔的长度与处理时间成比例,全线总长度由设备生产能力决定。
这类设备中带料成直线前进,仅仅在导电辊位置为了增加导电接触面积,减少温升和氧化,往往需要绕弯,因此传动所需电动机功率相对小一些。由于溶液在工作腔内高速喷射到带料两面,电镀时间可以缩短,因此自动线的长度并不一定比上下弯曲波动前进的自动线长。此外,这种送料方式有利于阳极在槽内安装和更换,带料工作情况也容易检查,维修也比较简便。
带料电镀自动线特种镀槽的工作腔为两端开有带料通过的条缝的密闭容器。工作腔支撑在循环储液槽2上方,过滤泵将循环过滤净化后的溶液高速送到工作腔l中连续前进的带料5两侧,在压力作用下的溶液从工作腔端面上部的溢流管8排出,流回循环储液槽内,经热交换器调节温度后不断循环使用。为防止工作腔内溶液大量外溢,两端条缝处均设置了双重密封胶条,使密封胶条与带料保持良好的接触,也可使带料带出的附着溶液减少到最小程度。过滤泵的流量和压力要保证溶液经喷嘴以0.5m/s左右的流速喷到带料两侧,并能补偿两端进出料条缝损失,使溶液保持足够的液面高度,从溢流管流出。
每一道电镀工序和清洗工序都有一个或更多的工作腔,各工作腔之间设有导向辊和支承辊,以保持带料在工作腔内的正常位置,容易变形的带料工作腔不宜过长,同一工序就需要多段工作腔串联运行,以保证镀层的必需厚度和生产能力。
线材电镀自动线
钢丝镀锌是线材电镀中应用较广的一种工艺
原材料直径为l.6mm的钢丝,由放丝架放出后,按顺序经过各工序,最后在卷丝机上收卷盘,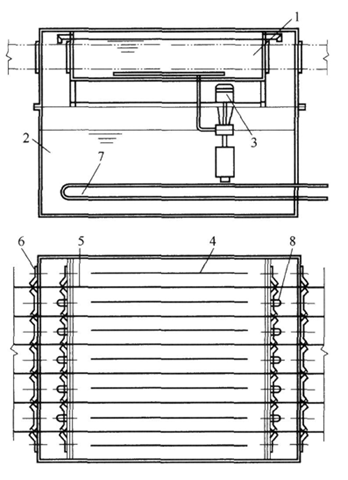
带料电镀自动线特种镀槽
1一工作腔2一循环储液槽;3一过滤泵4一阳极钛篮;5-带料6一密封条;7一热交换器8一溢流管
经电镀后钢丝上的镀锌量均为200~300g/m2。当采用宽度为1.3m、长度为20.5m的镀锌槽时,可并排同时通过l6根丝,每隔两根钢丝放置一排锌阳极板(即沿槽宽度方向共放9排),在全槽长度方向每排共放10块阳极板。钢丝的前进速度为3.58~4.78m/min。
钢丝浸入溶液或镀槽,均采用V形陶瓷导轮作为导向机构
固定整个导电装置的是阶梯轴式阴极汇电杆1设在液面之上,在其细直径处搁放阴极导电装置的胶木绝缘柄2,导电装置可绕阴极汇电杆自由旋转,导电头是一根外面涂敷塑料绝
缘薄膜3的正方形实心锌棒4,锌棒的下端有一个小的V形缺口,在锌棒自重作用下,V形缺口表面紧密地与钢丝5接触导电,阴极汇电杆与实心锌棒间通过软绝缘电缆6导电。
由于锌棒浸没在溶液中所暴露的表面积较小,因此消耗于阴极导电装置的无效电流也较少。导电接触部分浸在溶液中,接触面的温度也较低,不致引起氧化变色。
对于单纯镀锌的线材电镀自动线,只考虑电镀工艺要求,一般应按镀层厚度和电流密度确定电镀工艺时间,再根据要求的生产能力,电镀线材根数,可能采用的镀槽长度尺寸来确定线材运行速度。目前采用的自动线可同时电镀36根钢丝,线材速度在18~38m/min。由于钢丝较细,一般由摩擦传动辊带动前进,在自动线的前端和末端设置有放丝和卷丝装置。
钥匙链条装饰性镀铬自动线可作为多层电镀连续自动线的一个例子。图8-44所示为钥匙链条装饰性镀铬自动线的工艺流程。这条自动线上每根链条在不同区段分别同时进行电镀锌铁镍合金、黄铜和镀铬,各个镀槽的电压各不相同,必须采取单机单槽供电方式供给直流电。虽然链条共同接在各电源设备的阴极上,但各镀槽的阳极是独立连接在各自的单独供电设备上,因而能使电镀过程维持在各自要求的直流电压之下,调节各镀种规定的电流密度(槽电流),不致互相影响。
链条的弯曲极为方便,为了缩短生产线的总长度,采用在各工艺槽中上下弯曲波浪前进的送料方式,仅在干燥槽内直线通过。

阴极导电装置及导轮
1一阶梯式阴极汇电杆;2一胶木绝缘柄;3一塑料绝缘薄膜;4一实心锌棒;5一钢丝;6一软绝缘电缆;7一V形陶瓷导轮

钥匙链条装饰性镀铬l动线的工艺流程
1-除油;2一冷水清洗;3一镀锌铁镍合金;4一冷水清洗;5一镀黄铜;6一冷水清洗;7一传动辊;
8一镀铬;9、10一回收清洗;11一冷水清洗;l2、13一蒸馏水清洗14一烘干