铬酸阳极化膜呈灰白到深灰色,不透明,孔隙极少,氧化后可以不封孔。铬酸阳极化无论溶液成本或电耗都比硫酸法贵,因而使用受局限。
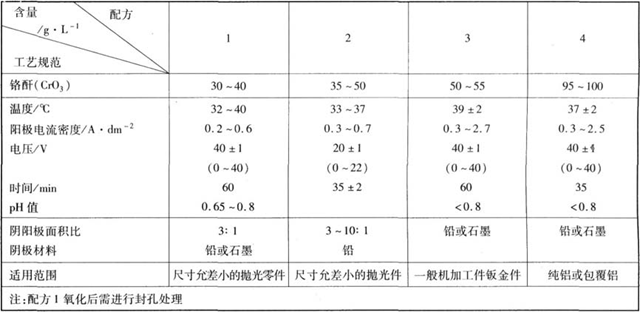
铬酸阳极氧化工艺规范
溶液的配制
在槽中加入总体积4/5的去离子水,将计算量的铬酐加入槽中,搅拌至铬酐完全溶解,再稀至总体积,搅匀后经分析调整即可投产。
操作方法
(1)配方l、2、4在氧化开始15min内将电压由零升到40V,在40V下氧化45min至终点。
(2)配方3氧化时在5min内使电压由零升至20V,并保持该电压至氧化结束前1min内将电压降至零。断电后2min后取出零件。
杂质的影响及除去
溶液中硫酸根不得超过0.5g/L,氯离子不得超过0.2g/L,否则氧化膜变粗糙。此外,由于氧化过程中六价铬还原成三价铬,Cr3+增多会使氧化膜发暗无光,抗蚀性降低。溶液中SO42-含量可添加0.2g/L~0.3g/L,BaC03沉淀除去,氯离子过高必须更换部分溶液。
溶液中的Cr3+用电解法除去,用铅做阳极、钢铁做阴极,在阳极电流密度为0.25A/dm2,阴极电流密度为l0A/dm2下电解,使Cr3+在阳极上氧化成Cr6+。
电解液的维护和调整
由于氧化过程中铝溶解,铝离子与铬酸反应生成[A12(Cr04)3]及碱式铬酸铝[Al(OH)Cr04],导致游离铬酸降低,氧化能力下降。因此需定期化验适时补加铬酐。
由于不断加铬酐,电解液中含铬量增加,在3%~5%的铬酸氧化液中,铬的总含量(换算成Cr03)超过709/L,这是氧化能力亦下降,应稀释或更换部分溶液。
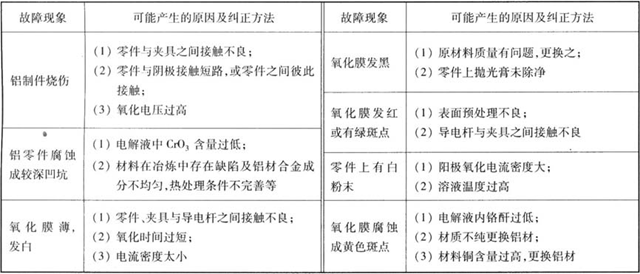
铬酸阳极氧化常见故障及纠正方法