
镀层结合力是指镀层与基体金属或中间镀层的结合强度,即单位表面积的镀层从基体金属或中间镀层上剥离所需要的力。
镀层结合力不好,多数原因是镀前处理不良所致。此外,镀液成分和工艺规范不当或基体金属与镀层金属的热膨胀系数悬殊,均对镀层结合力有明显影响。
GB/T 5270--200X((金属基体上的覆盖层(电沉积层和化学沉积层)附着强度试验方法》规定了测试方法。评定镀层与基体金属结合力的方法很多,但大多为定性方法,定量测试方法由于诸多困难,仅在试验研究中应用。通常用于车间检验的定性测量方法,是以镀层金属和基体金属的物理-力学性能的不同为基础,即当试样经受不均匀变形、热应力或外力的直接作用后,检查镀层是否有结合不良现象。具体方法可根据镀种和镀件选定。
定性检测方法
1.弯曲试验
弯曲试验是在外力作用下使试样弯曲或拐折,由于镀层与基体金属(或中间镀层)受力程度不同,两者间产生分力,当该分力大于其结合强度时,镀层即从基体(或中间镀层)上剥落。任何剥离、碎裂、片状剥落的迹象均认为是结合力不好。
此法适用于薄型零件、线材、弹簧等产品的镀层结合力试验。弯曲试验通常有以下几种:
(1)将试样沿一直径等于试样厚度的轴,反复弯曲l800,直至试样断裂,镀层不起皮、不脱落为合格。
(2)将试样沿一直径等于试样厚度的轴,弯曲l800,然后放大四倍检查弯曲部分,镀层不起皮、不脱落为合格。
(3)将试样固定在台钳中,反复弯曲试样,直至基体断裂,镀层不起皮、不脱落,或放大四倍检查,镀层与基体不分离均为合格。
(4)直径为1mm以下的线材,将其绕在直径为线材直径3倍的轴上;直径为1mm以上的线材,绕在直径与线材相同的金属轴上,均绕成l0个~l5个紧密靠近的线圈,镀层不起皮、不脱落为合格。
2.锉刀、戈q痕试验
锉刀法是将镀件夹在台钳上,用一种粗齿扁锉锉其锯断面,锉动的方向是从基体金属向镀层,锉刀与镀层表面大约成450角。结合力好的镀层,试验中不应出现剥离。此法不适用于很薄的镀层以及锌、镉之类的软镀层。 .
划痕试验是用一刃口磨成300锐角的硬质划刀,划两条相距为2mm的平行线。划线时,应施以足够的压力,使划刀一次就能划破镀层达到基体金属。如果两条划线之间的镀层有任何部分脱离基体金属,则认为结合力不好。本试验的另一划法是:划边长为1mm的正方形格子,观察格子内的镀层是否从基体上剥落。
3.热震试验(ASTM B571)
将受检试样在一定温度下进行加热,然后骤然冷却,便可以测定许多镀层的结合力,这是基于镀层金属与基体金属(或中间镀层)的热膨胀系数不同而发生变形差异。将试样放在炉中加热至表10—1—1中所规定的温度,温度误差±I0℃,时间一般为0.5h~1h,然后放入室温水中骤冷,检查镀层是否起泡、脱落。
热震试验的温度

镀锌、镉层的加热试验温度为(190±10)℃。
必须注意:易氧化的金属应在惰性气氛或还原气氛中加热。若带有焊缝的镀件做热震试验,其焊料熔点低于上述规定的温度时,允许相应降低加热温度,但在评定结果中应予以说明。
只有当镀层与金属基体的膨胀系数有明显的差别时,采用此方法才比较有效。
4.胶带牵引试验
胶带牵引试验是使用压敏胶带(透明胶带或有特定粘接层的胶带),在一个稳定的力牵引下检查镀层是否从基体金属表面上剥离。胶带检验主要用于不适合用其他会破坏底材或使底材变形才能测试镀层结合力的场合,如塑料表面或印制版表面镀层的结合力测量。
5.摩擦抛光试验
对于相当薄的镀层可以使用该方法。其基本原理是当镀件的局部面积被摩擦抛光时,既有摩擦力的作用,也有热量的产生,可能造成镀层的表面硬化和发热。对于薄镀层,在此条件下附着强度不良的区域,覆盖层就会起泡而与基体分离。
操作方法:若镀件的形状及尺寸允许,在面积小于6cm2的镀覆面上,以一根直径为6cm、顶端加工成平滑半球形的钢条作抛光工具,摩擦l5s,所施加的压力应在每一行程中足以擦光镀层,但不削去镀层。如结合力不好,镀层会起泡,继续摩擦,泡会不断增大至破裂,直至镀层从基体上剥离。也可将试件放在一个内部装有直径为3mm钢球的滚筒或震动抛光机内,并以肥皂水溶液作润滑剂进行摩擦抛光试验。当覆盖层的附着强度非常差时会起泡。
但是,本实验方法不适用于较厚的镀层。
6.喷丸试验
基本原理是借助重力或压缩空气流使铁丸或钢丸落在试样的表面上,由于锤击作用使镀层变形,加果镀层与基体结合力不好,镀层将会起泡。
试验方法之一是用一个长150mm、内径19mm的管子作为铁丸或钢丸(直径约为0.75mm)的储存器,并连接一个喷嘴,向该装置内通人压力为0.07MPa~0.21MPa的压缩空气,喷嘴与试样之间的距离为3mm~12mm。另一种方法是采用一种用于钢件喷丸的标准气动装置,用来评价钢铁基体上厚度为100μm~600μm银覆盖层的附着强度。
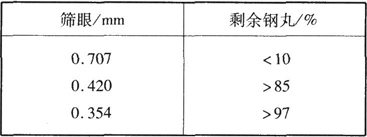
喷丸设备用普通压缩空气钢丸喷射器。钢丸平均直径为φ0.4mm及硬度不小于HV350的圆形钢丸,通过筛选确定尺寸大小,并且要符合表10—1—2给出的要求。
每周至少要对钢丸的尺寸检查一次,其方法是从喷嘴中取出100g钢丸进行筛选。喷丸前,所有试样应在(190±5)℃条件下保温2h以消除应力。保护所有不需喷丸的表面。
钢丸尺寸大小的筛选
用非破坏性的方法(例如磁性方法),测量镀银层的厚度。凡是镀银层厚度小于100μm或大于600μm以及最大和最小厚度之差大于125μm的试样均应舍去。标出可喷丸试样的最
大厚度,并将它们分组摆放,各组间的最大厚度差是l25μm或更小。
对镀银表面喷丸时,所需最小喷射强度与测得的镀层最大厚度的关系如图10—1—1所示。
处理每组试样前,必须在标准试样上试验调整喷丸强度。其方法是用厚度为l.6mm的碳钢片加工成标准试样:长(76±0.2)mm,宽(19±0.1)mm,厚(1.30±0.02)mm,其硬度范围是HV400至HV500。
喷丸后将试样从夹具中取出,用一深度规测量喷丸表面的曲率。测量时,试样以四个直径为5mm的球支撑,形成一个32mm×16mm的矩形。在试片上,沿着与试片的中心位置对称的一直线上,在32mm的长度内,以深度规测量试样中心的弧高度。弧高度值的测量精度为25μm。按上述规定测量时,其弧高度不应超过38μm。弧高度不合要求时。可调整喷丸条件,以便得到图10—1—1要求的弧高度。如果银镀层结合力不良,将延伸或变形,并且会起泡。
7.拉伸剥离试验
(1)焊接拉伸刺离试验。将一根75mm×10mm×0.5mm的镀锡低碳钢或镀锡黄铜试片,在距一端10mm处弯成直角,将较短一边的平面焊到试样镀层表面上,对长边施加一垂直于焊接面的拉力。如果覆盖层的附着强度小于焊接点的强度,覆盖层将与基体分离;若覆盖层的附着强度大于焊接点的强度,则在焊接处或在覆盖层内部发生断裂。
够抗拉强度的固化合成树脂胶黏剂,代替焊接进行剥离试验。
本试验适用于检验厚度小于l25μm的镀层。
(2)粘胶带拉伸剥离试验。将一种纤维粘胶带(粘胶带的附着强度值大约是每25mm的宽度为8N)粘附在镀层上,用一定质量的橡皮滚筒在上面滚压,以除去粘接面内的空气泡。间隔10s后,用垂直于镀层的拉力使胶带剥离,若镀层无剥离现象说明结合强度好。
本试验适用于检验印制电路板中导体和触点上镀层的附着强度,试验面积至少应有30mm2。
8.磨、锯、凿子试验
磨、锯、凿子试验是将带有镀层的试样或零件分别用磨削、钢锯或者凿子进行机械冲击,观察镀层是否出现与基体脱落、起皮等现象
磨是用一砂轮,磨削镀件的边缘,磨削的方向是从基体至覆盖层,如果附着强度差,覆盖层会从基体上剁离。也可以用钢锯代替砂轮,但要注意对钢锯所施加的力的方向,应力图使覆盖层与基体分离。磨、锯试验对镍和铬这些较硬的金属镀层特别有效。凿子试验适用于厚的覆盖层(大于125μm)。方法之一是将一锐利的凿子,置于镀层突出部位的背面,并给予一猛烈的锤击。如果结合强度好,即使镀层可能破裂或凿穿,镀层也不与基体分离。另一种方法是与“锯子试验”结合进行的。试验时,先垂直于覆盖层锯下一块试样,如果附着强度不好,覆盖层会剥落;如果断口处覆盖层无剥落现象,则用一锐利的凿子在断口边缘尽量撬起镀层,若镀层能够剥下相当一段,则表明镀层的附着强度差。每次试验前,凿子刃口应磨锋利。对于较薄的覆盖层可以用刀子代替凿子进行试验,并且可以用一个锤子轻轻敲击。凿子试验对于锌、镉等软金属覆盖层不太适用。
9.缠绕试验
试验是将试样(通常为带状或线状镀件)沿一心缠绕,试验的每一部分都能标准化,包括试验带的长度和宽度、弯曲速率、弯曲动作的均匀性及缠绕试样所用圆棒的直径。试验中出现任何剥离、碎裂、片状剥落的迹象均认为是镀层附着强度不好。
试样弯曲时,覆盖层可以在试样的里侧,也可以在试样的外侧。一般只需检查试样的外侧,就可以判断镀层的覆盖强度如何。但是在有些情况下,检查试样的里侧有可能使判断更全面。
10.深引试验
深引试验常常用来检验薄板金属镀件的附着强度,常用的方法是“埃里克森杯突试验”和“罗曼诺夫凸缘帽试验”。是用某种冲头把覆盖层和基体金属冲压成杯状和凸缘帽状。
在埃里克森杯突试验中,采用了一种适当的液压装置,将一直径为20mm球形冲头,以0.2mm/s~6mm/s的速度压入试样中至要求的深度,附着强度差的覆盖层只要经过几毫米的变形就会起皮或脱落。当附着强度好时,即使冲头穿透基体金属,覆盖层也不会起皮。
罗曼诺夫凸缘帽试验装置由普通压力试验机组成,并配有一套用来冲压凸缘帽的可调式模具。凸缘直径为63.5mm,帽的直径为38mm,帽的深度可在0mm~12.7mm之间调整。一般将试样试验到帽破裂时为止。深引后的未损伤部分将表明深引如何影响覆盖层的结构。
在所有情况下,都必须谨慎的处理试验结果,因为试验过程涉及到覆盖层和基体金属两者的延展性。这些方法特别适用于较硬的镀层(如镀镍和镀铬)。
11.阴极试验
把已经镀覆的试件放在溶液中作阴极,阴极上只有氢析出。通电时由于析出的氢气通过某些覆盖层扩散,并且在覆盖层和基体金属之间任何不连续的部位积累,所产生的压力将会使覆盖层起泡。试验是将试样放在90℃的5%的氢氧化钠(d=1.054g/mL)溶液中,通过电流密度为10A/dm2的电流处理2min,在附着强度差的地方会形成许多小泡。如果经过处理l5min镀层仍未起泡,可以认为附着强度好。也可以用5%(质量分数)的硫酸溶液在60%下,
以l0A/dm2的电流密度进行电解处理,附着强度差的镀层就会在5min~15min内起泡。
本方法只限于用在使阴极上析出氢气能渗透的覆盖层。如镍或镍+铬覆盖层附着强度差时,用此试验方法比较有效,而对铅、镉、锌、锡或铜等覆盖层不太适用。
12.拉力试验
使电镀试样在拉力试验机上承受张应力直至断裂,观察断口处镀层与基体的结合情况,必要时可用小刀剥离检查。试样的规格、尺寸和其他要求按照力学性能试验中拉力试验的试棒设计,拉力试棒应在和制件完全相同的条件下电镀后再进行结合强度试验,最好使拉力试棒的材料和热处理工艺等与镀件相同。此试验适用于镀层较厚的镀件。