
电镀工艺首先应满足产品技术条件的要求,要易于控制和比较经济,其次是对环境污染小、排放的“三废”容易治理。一般采用较为成熟的切实可行的先进工艺,使新设计的车间有较高的生产水平和良好的劳动条件。
电镀车间的设备包括生产设备、辅助设备、电源设备、通风设备及“三废”治理设备等。后两部分将分别在有关章节内叙述,下面仅对前三种设备的选择和计算作些介绍。
1.生产设备按其工艺性质分
(1)机械准备设备。主要是用机械方法整洁或减小零件表面粗糙度的设备,如抛光机、磨光机、砂磨机、滚光机、刷光机、喷砂机和光饰机等。
(2)化学准备及镀覆电镀层和化学保护层的设备。这类设备包括各类槽子、钟形机、滚镀机、半自动或自动机、半自动或自动线等。
2.辅助设备
主要是指过滤设备、搅拌设备、添加剂自动添加设备、挂具制造及维修设备、分析测试设备及仪器、起重运输设备等。
3.电源设备
主要指各类整流器、直流发电机等。
(一)设备选择的一般原则
(1)根据所选用的生产工艺的特点来选用不同的各类生产设备;.
(2)按照处理零件的形状、体积和重量;
(3)已确定的年生产纲领;
(4)改建或扩建厂应结合原有设备考虑;
(5)尽可能提高车间机械化、半自动化和自动化的程度、减轻劳动强度、改善劳动条件、提高劳动生产率。
(二)设备数量的计算方法
1.抛光机、磨光机
此类设备都有标准产品,根据生产的类型和加工要求选用。抛光机、磨光机的台数可根
据生产纲领和设备生产能力,按下式计算(如车间任务不多,亦可适当配备,不必计算):

式中:S为磨光机或抛光机数量(台);D为每班生产纲领(m2);d为每班每轴生产能力(m2),在计算前可收集同类或类似产品的平均先进生产指标,分析比较后采用;0.5为由轴数换算成台数的系数。
2.固定槽
固定槽结构简单,是电镀设备的基本型式,一般单件、小批生产,大型零件,有特殊要求的电镀或局部电镀常采用固定槽。槽体的尺寸按工件的大小及生产纲领决定,对中小型零件所选用的槽体尺寸不宜过大,尤其是需要加热的槽子,长度一般不宜超过1500mm,太长的槽子会加长升温时间,控制温度困难,配制和调整溶液也不方便,所以当满足零件的尺寸条件后,若不能满足产量要求时,宁可使用两个小槽来代替一个大槽。
同工种的镀槽数量较多时,为便于管理,改善劳动条件和提高劳动生产率,建议选用自动机或自动线生产。
在同一车间内,同一工种所选择的镀槽尺寸最好能够一致,这样设计和施工均较方便,车间亦较整齐美观。计算镀槽时可用下表的格式。
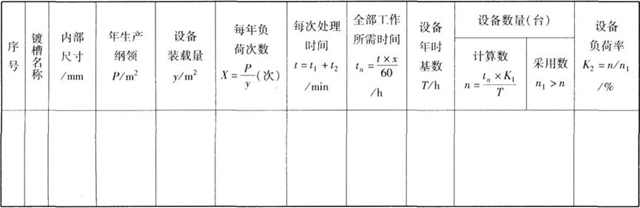
表中:t为每次处理所需时间(min),包括零件在槽中的生产时间t1和零件装入取出镀槽时所需的辅助时间t2,一般t2=3min~5min;,y为设备装载量,可按实际生产装载量,在没有实际生产的指标时,可参考表l3—1—2的有关数据选用;K为系数,考虑到上下班前后零件表面准备和镀后工序所需的时间,一般
一班制采用1.06—1.10;
二班制采用1.03~1.05;
三班制采用1.02~1.04。
挂具在镀槽中与有关部位的距离,可在下列尺寸范围内选用:
镀槽端壁到挂具的距离,一般为50mm~100mm;
阳极与挂具间的距离,一般为150mm~250mm;
挂具间的距离,一般为30mm~100mm;
槽底至挂具下端的距离,一般为100mm~150mm;
溶液液面至挂具上零件顶端的距离,一般不少于50mm;溶液液面至镀槽顶部的距离,一般不少于80mm~150mm。为了在调整和过滤溶液时不影响生产,全车间可采用几个备用槽。在计算镀铬槽时,需考虑到有处理三价铬的时间。
清洗槽及其他辅助槽根据工序要求配置。辅助槽尺寸主要是根据最大件尺寸及产量考虑,一般应比镀槽小,清洗槽尺寸在满足零件尺寸需要情况下,越小越好,也可采用逆流漂洗、多道回收等多格清洗槽,以节约用水和减少污水排放量。
镀槽平均装载量

3.滚镀机
滚镀机适用于电镀小型易翻转的、尺寸精度要求不太高,镀层厚度要求不太严格的零件。它是一种省力、省时、优质高效的设备。使用较多的有潜浸式滚镀机、卧式滚筒镀槽和微型滚镀机等。滚筒的形状有圆柱形或多角形的,根据生产量的大小和零件的形状,确定滚筒的尺寸和形状。
滚筒的数量可按固定槽数量计算公式确定。
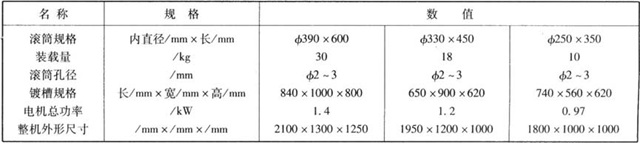
常用滚筒规格及装载量
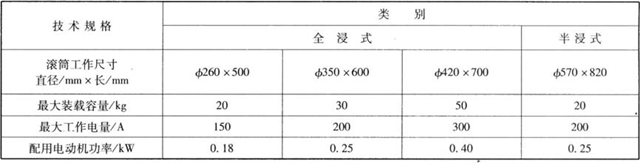
翻斗式滚镀机主要技术规格
滚镀铬机:滚筒规格φ500mm×700mm
镀槽规格l050mm×900ram×600mm
装载量 6kg
4.电镀自动线和自动机
对大批或大量生产的电镀车间可选用自动线或自动机,常见的电镀自动线有机械或液压传动的环形(或U形)自动机、直线型自动线两种,目前使用较多的为直线型自动线。
(1)直线型自动线。自动线上零件的装卸料可以在一端进行,也可以在两端进行,即一端装料、另一端卸料。直线型自动线根据工艺要求及行车运行情况确定槽子排列的顺序,镀槽数量的计算方法同固定槽。镀前及镀后各工序处理槽的数量,按各处理工序时间与最长电镀工序时间的比例和镀槽数量确定。当自动线用于单一镀种时,若电镀时间为电解去油时间的3倍,则每3个电镀槽需配制1个去油槽,其他工序的槽数也按这种配备。自动线的生产能力按电镀槽的总产量计算。
当自动线用于多层电镀时,则选择电镀时间最长的工序作为计算的基础,其余电镀工序或处理工序均按最长的电镀工序时间比例和镀槽数量决定槽数,计算产量也以这一工序的镀槽总产量为准。当布置自动线的槽子顺序时,应编制自动线的工作程序,根据工作程序的要求,往往需要增加必要的辅助槽或换钩工作位置。
自动线上行车的数量可根据产量、最长工序处理时间及运行总时间而定。当产量小而处理工序时间较长时,可采用l台行车。当行车往返循环运行1周所需运送时间超过最长工序的处理时间,则l台行车就不能满足运输要求,必须采用2台或3台行车,每台行车完成全部工艺的一部分工序的运输任务。在考虑采用2台或3台行车时,必须注意使行车所运行的这部分工序运送时间与另一台行车所运行的那部分工序传送时间相等或接近,否则会增加控制系统的复杂程序或降低自动线的效率。
(2)环形自动线。零件均从一端装卸,适用于产量大、工艺固定而镀层厚度要求一致的中、小型零件处理。槽子按工艺流程顺序排列,设备的长度根据生产纲领、工艺处理的时间及工序而定,当年生产纲领相同及输送链节距一定时,处理时间越长,自动线的长度也越长。自动线的主要参数计算方法如下:
①挂具在自动线上的全部时间下。(min)

式中:rs1为所有在电镀线上的加工工序时间(包括装卸区的移动时间)总和(min);Ts2为挂具在各槽之间的传送时间总和(min);T2为挂具自一个槽传送到另一个槽的时间(min);na为槽数。
②挂具由自动线上卸出的时间下(min)

式中:T为设备的全天工作小时数(不包括修理等停工时间);K为扣除自动线开始工作时准备处理所花时间和工作结束后所花时间的系数;P为以挂具数计算的日产纲领。
③挂具间的节距l(m)

式中:l1为在槽的长度方向的挂具长度(m);l2为挂具间距(m)。
④每个槽的挂具数量Y(个)

式中:t1为挂具在槽子中的工作时间(min)。
⑤输送链的移动速度V(m/min)

⑥每种处理用槽的内部长度lH(m)

式中:V1为输送链的实际移动速度(m/min);l3为挂具边缘与槽子端壁的间距(m)。
⑦自动线的宽度形(m)

式中:WB为槽的内部宽度;W1为自动线宽度方向上槽子行列的间距(m);6为槽壁总厚度(m)。
⑧自动线的总挂具数Yn(个)
Yn为每个槽的挂具数的总和。
⑨输送链的实际长度L1(m)


⑨自动线上槽子的内部宽度和高度的计算见固定槽的计算。
5.电镀电源设备
电镀车间常用的直流电源为硅整流器和可控硅整流器。根据所镀镀种和采用的工艺选用不同波形的硅整流器或可控硅整流器。计算直流电源可用下表的格式。

电镀时所需直流电的电压及电流密度按工艺规范要求采用。所需电流由每槽装载量与电流密度相乘得出。在选用直流电源规格时,其额定电压应留有适当余量,在扣除线路压降后,要略大于槽端所需的电压;对需要冲击电流的镀槽,其电流电源设备的电压应符合冲击的要求。电源设备的额定电流,应根据镀槽冲击电流值及电源设备短时允许的过载能力来确定。对镀铬、电解除油、电解酸洗等所用直流电源尚需要电流换向装置。由于可控硅整流设备是用改变可控硅整流元件的导通角来调节输出电压,在导通角减小时,允许通过的平均电流也相应减小,故在电压输出降低时,直流输出电流也要相应减小才行,否则整流元件将因过载而损坏,在选择可控硅整流设备时应注意到这一点。
6.其他
(1)起重运输设备。单件重量lOk9以上或零件外形尺寸较大、操作不便时可采用吊轨电动葫芦或小型单梁起重机;车间内部或车间之间的运输可以采用手推车或电瓶车,产量较大时也可用其他运输设备。
(2)辅助设备。①过滤设备。选用溶液定期过滤设备时,一般可采用流量为6m3/h的移动式过滤机;选用溶液连续过滤设备时,过滤机的每小时过滤量应相当于镀槽容积的3倍~6倍。②光亮剂自动添加设备、搅拌设备、离心脱水设备或干燥箱、挂具制造及维修设备、分析试验仪器及设备等,可根据工艺需要和车间规模适当选配。各设备的规格型号参见第八篇。
设备全部选用和计算完毕后,列出全车间设备明细表,附以设备价格,供订购或分工制造设备用。设备明细表格式如下表。
车间设备明细表
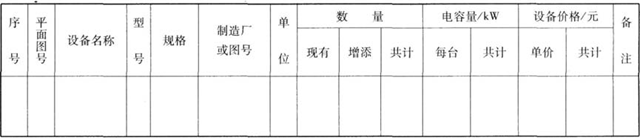
在计算工艺设备总投资时,需将工艺设备的价格总计后加上运杂费、安装费、设备基础费、工具器具及生产家具费,这些费用根据不同地区不同部门而定,可查阅有关规定。