
三价铬电镀作为最重要、最直接有效的代六价铬电镀工艺,人们对其研究已有一百多年的历史,但由于电镀液的稳定性、铬镀层的质量等方面始终无法与铬酸镀铬相比,因此一直未能得到大规模的应用。
大多数三价铬镀液均为络合物镀液,由主盐、络合剂、一定量的导电盐、缓冲剂及少量润湿剂构成
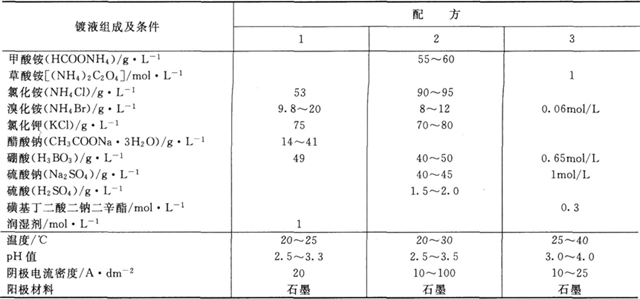
三价铬镀液的组成及工艺条件
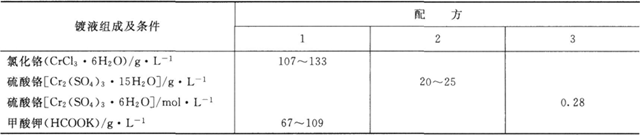
1)镀液中各成分的作用
①主盐可用三价铬的氯化物或硫酸盐,电解液中的铬含量以20g/L为宜。
②络合剂一般采用甲酸、乙酸、苹果酸等有机酸为络合剂,以甲酸盐(甲酸钾或甲酸胺)为好。
③辅助络合剂选用蚁酸盐能收到很好的效果,并起稳定剂作用,使镀液长期使用而不产生沉淀。
④导电盐碱金属或碱土金属的氯化物或硫酸盐都可用作导电盐,但不宜用硝酸盐,因硝酸根在电极上放电,给镀层质量带来不利影响,常用的有氯化铵、氯化钾或氯化钠。铵离子常有特殊作用,有利于得到光亮的镀层。
⑤溴化物溴离子的加入,能抑制六价铬生成和氯气的析出,电解液中六价铬是极其有害的。
⑥缓冲剂为稳定镀液pH值,以加入硼酸效果最好。
⑦润湿剂加入十二烷基硫酸钠或十二烷基碘酸钠,能减少镀层的针孔,从而提高镀层的质量。
镀液对金属杂质比较敏感,如Cu2+、Pb2+、Ni2+、Fe2+、Zn2+等离子,其最高允许含量为:Cu2+0.025g/L,Pb2+0.02g/L,Zn2+0.15g/L,Ni2+0.2g/L,Fe2+1.0g/L,Cr6+0.8g/L,NO3- 0.05g/L。操作时应避免杂质的带入,并注意带电人槽。镀液中若含有少量的杂质,可用小电流(DK l~2A/dm2)电解处理,若含量过高,可用相应的净化剂处理。
2)三价铬盐电镀的主要特点及存在的问题
三价铬盐镀铬电解液的最大特点是可以在室温下操作,阴极电流密度也较低,一般控制在10A/dm2左右,既节约了能源又降低了对设备的投资。
三价铬的毒性低,消除或降低了环境污染,有利于环保,并且镀液的阴极极化作用较大,镀层结晶细致,镀液的分散能力和深镀能力都比铬酸镀铬好;阴极电流效率在20%左右。
从三价铬电解液中获得的镀铬层略带黄色,不如铬酸镀铬美观,镀层结合力较好,内应力较高,且有微裂纹性质。镀层的最大厚度只能达到3tim左右,而且硬度较低,不能用于镀硬铬。
三价铬镀铬不宜镀厚铬,其主要原因有以下几点:
①镀液pH值,特别是阴极表面附近层的pH值升高导致形成Cr(OH)2胶体,阻碍三价铬镀层的继续增厚;
②Cr3+的水解产物发生羟桥、聚合反应,形成高分子链状凝聚物吸附在阴极,阻碍Cr3+的还原;
③Cr3+还原的中间产物Cr2+的富集,对Cr3+羟桥反应有引发和促进作用;
④持续电解过程中Cr3+的活性络合物逐步减少和消失。
Sharif等在氨基乙酸体系中采用提高镀液循环速度、降低pH值、提高活性络合物浓度等方法可实现以100~300μm/h的速度镀取三价铬的厚镀层;Ibrahim等则在以尿素作络合剂的三价铬镀铬体系中,通过添加甲醇和甲酸,可以50~lOOμm/h的速度镀取三价铬;Hon9等则采用双槽电镀工艺,通过添加三种羧酸作络合剂,镀取了50~450μm厚性能良好的三价铬镀层;美国商业局和Atotech公司也分别镀取了厚度l00~450μm的三价铬镀层。三价铬镀铬相对六价铬镀铬,容易操作,使用安全,无环境问题。但是存在一次设备投入较大和成本较高的不足。而且用户习惯了六价铬的色泽,在色度上有一个适应过程。
三价铬镀铬和六价铬镀铬的比较

三价铬电镀工艺发展至今,国外对装饰性电镀工艺研究已经进入逐渐完善成熟的时期,生产应用不断扩大。但由于进口产品的价格较高、工艺不够稳定等原因,在国内大规模的推广应用仍有困难。而在三价铬镀硬铬方面,据报道北美已有超过30%的工厂开始使用三价铬代替六价铬来电镀,国内则尚未见报道。