
电镀槽蒸汽加热热量的计算方法,这个计算方法不仅可以用在电镀槽上,磷化,电泳及一般需要加热的槽体计算方法类似。
(1)蒸汽加热装置
根据加热方式的不同,蒸汽加热装置可分为直接加热和间接加热两种形式。1)直接蒸汽加热装置
直接蒸汽加热装置是最简单的加热装置。即利用加热器将蒸汽直接通人被加热的槽液中,经冷凝将其热量传给被加热的槽液,而冷凝水则和槽液相混合。此装置的最大特点是热效率高,但容易改变槽液浓度。因此,仅适用于清洗水槽的加热。
2)间接蒸汽加热装置
间接蒸汽加热装置是利用加热器将蒸汽和被加热的槽液隔开,并通过加热器使蒸汽热量传给被加热的槽液。间接加热可分为槽内加热和槽外加热两种形式。
间接蒸汽加热装置的热源是饱和蒸汽,饱和蒸汽的传热系数较高,蒸汽压力为0.2~0.3MPa。常用的加热器有蛇形管式、排管式、套管式和管束式换热器,通常这几种加热器都安装在固定槽内,称为槽内加热。另一种是采用套管式、列管式等换热器在槽外布置,称为槽外加热。槽外加热器的特点是传热系数大,槽液升温快,加热器不占槽体的空间,便于清理槽体。但加热器结构较复杂,并配备有泵及管道等。
(2)蒸汽加热装置的计算
1)蒸汽消耗量计算
①升温时蒸汽消耗量的计算 升温时每小时的蒸汽消耗量按下式计算,即

式中G,——升温时每小时的蒸汽消耗量,kg/h;
一升温时的总热损耗量,W;
r----水的蒸发焓,kJ/kg;取2259kJ/kg。
②工作时蒸汽消耗量的计算
工作时每小时的蒸汽消耗量按下式计算,即

式中
----工作时每小时的蒸汽消耗量,kg/h;
Qh——工作时的总热量损耗量,W。
2)蒸汽加热器的计算
蒸汽加热器的计算包括加热器换热面积和长度的计算。在计算加热器的换热面积时,必须选取最大的热损耗量计算热量。
①换热面积的计算 加热器的换热面积可按下式计算,即
式中 F——蒸汽加热器的换热面积,mz;
Qh max——最大的热损耗量,W;
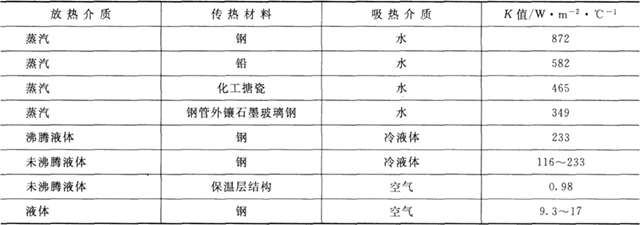
K——加热器的传热系数,W/(m2·℃),按表8—14选取;
tcl——饱和蒸汽的温度,℃;
tcm——槽液的平均温度,℃
②加热器总长度的计算 加热器总长度按下式计算,即
式中L——蒸汽加热器的总长度,m;
D——蒸汽加热器的外径,m。
换热管的表面积确定后,应正确选择其直径、长度及蒸汽流速。管径及流速过大,长度过小,蒸汽在管内来不及完全冷却成液体就排出管外,使得换热效率较低;管径过小,则管内冷凝水不易排出,换热量减少,延长加热时间。
换热过程传热系数K平均值
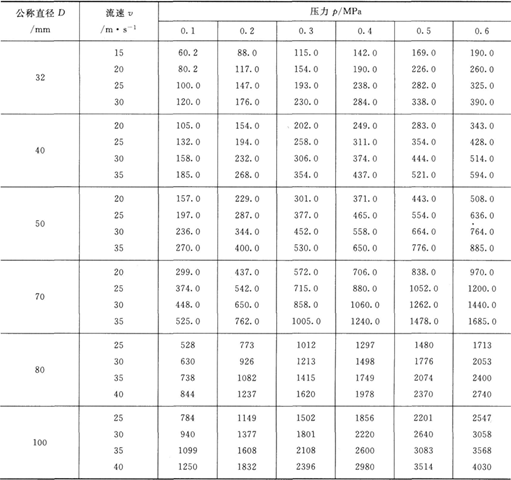
蒸汽在换热管中的允许最大流速及通过热量的最大值(p=O.3MPa)

③加热管结构及安放形式 蒸汽加热采用蛇形及排形加热管,如图8—12及图8—13所示。

蒸汽加热蛇形管

蒸汽加热排形管
前者结构简单,易于制作;后者有水封,凝结水易排出,加热效率较高。加热管的蒸汽入口及冷凝水出口位置应使得冷凝水易排出。加热管在槽中的安放位置,不应由于镀槽加热使沉淀物浮起而影响镀层质量,并要能对溶液均匀加热,一般安放在侧壁较好,并在液面100mm以下,加热管与槽壁及槽底应有2~3倍于直径的距离,以利于对流传热。管与管间距应大于管径的1~2倍。为了控制蒸汽流量,在管子的进口要装一个阀门。为了进一步对蒸汽冷凝水加以利用,在不影响操作的情况下,固定槽的外面可加一个水套,把冷凝水直接放入水套夹层中,用冷凝水放出的余热来加热槽体并阻止槽壁的热损失,以减少蒸汽的消耗量。去油槽温度高,水分蒸发较快,可将冷凝水的一部分引入槽中对水量进行补充。但应防止溶液溢出。
加热管的材料应根据槽液性质确定,常用的有钢管、不锈钢管、铅锑合金管、钛管等金属材料。随着工程塑料的发展,氟塑料越来越多地用于钢槽加热,可用于镀铬、氟硼酸镀铅、不锈钢酸洗、钛合金酸洗等槽加热溶液。氟塑料加热管通常采用管径小、管壁薄的管子,如Фl0mmXlmm,可增加管子传热面积,提高加热效率。
(3)蒸汽输送管道的选择和计算
管道管径是根据蒸汽压力、流量和选定的流速来确定的。选定后再用求得的管径和流量来验算压力损失。蒸汽输送管道一般采用镀锌钢管材料。
1)各种分管道的蒸汽负荷的计算
电镀车间蒸汽管道根据用途和作用可分为下列几种。
①蒸汽支管道直接接至耗汽设备上的管道,其负荷(即耗汽量)以该设备的最大负荷计算。
②蒸汽分支干管道接至整个设备上(包括数个耗汽设备)供汽的管道,其负荷以该分支干管供汽范围内各设备可能出现的实际最大耗热量计算。
③蒸汽总管从锅炉房接至车间的管道。车间全部设备的最大负荷乘以设备同时使用系数,并考虑一定的热损失或蒸汽漏损的附加系数。可由下式计算,即
G=GmaxRlR2
式中G——蒸汽总管负载,kg/h;
Gmax——车间的最大负荷,kg/h;
R1——设备同时使用系数,0.8~1.0;
R2——损耗系数(包括热损失和漏损,一般采用1.05~1.08)。
④凝结水管道管径可按蒸汽管道的管径小一级选用,但管径小于25mm以下的管道,可采用和蒸汽管道相同的管径。
2)蒸汽管径的选择
表列出饱和蒸汽的允许流速,表列出饱和蒸汽在不同管径、不同压力、不同流速条件下的质量流量,可供选择管径时参考。
蒸汽管道允许流速

各种管径饱和蒸汽的质■流量/kg·h-1

(4)热力管道设计布置原则
①车间蒸汽管入口总管上应装有控制阀及压力表,并根据车间需要,在蒸汽管道上安装减压装置。当室外蒸汽管道地沟敷设时,应在进入车间入口处建筑物的墙上或车间地坪处预留安装孔。
②根据电镀车间镀槽布置特点,车间热力管道一般敷设方式如下。
a.车间工艺设计的镀槽布置方式采用靠墙一侧为单排时,靠墙一侧的管道尽量敷设在墙上,或沿槽敷设,或沿镀槽支柱敷设。
b.工艺槽按环形自动线工作顺序布置时,则在镀槽的内侧(或当有操作踏板时,可在镀槽的外侧)设支柱敷设管道。采用架空方式敷设管道时,其高度一般不少于2.5m,以不妨碍通行为原则,并尽量减少对采光的影响。沿墙壁、槽壁敷设时,最低高度以不妨碍安装为宜,最高以不妨碍操作为宜。蒸汽管道采用地沟敷设时,需考虑防水、防腐和排水措施。
C.电镀车间的酸性和有毒性的加热槽以及其他有可能使凝结水污染的耗热设备的凝结水,均不予回收至锅炉房,按工艺槽布置就近经过,将凝结水送至热水槽使用。
d.热水管道安装时应有不小于0.002的坡度。
e.管道穿墙、楼板和其他建筑物处应设置套管,套管的内径应大于所穿管道外径20~30mm并用石棉嵌塞。
f.管道不得穿过风管、风道。热力管道应敷设在上水管道、冷却水和回水管道上面。热力管道与电器设备最小尺寸为0.2~0.5m。如不能符合要求时,在蒸汽管外加绝缘层,可适当减小距离。
g.敷设管道时,应考虑热膨胀问题。布置管道时应尽量采用自然补偿,如自然转弯处等。已有的弯曲段不能满足热补偿,应设置方形补偿器。.