
ØPVC喷涂线
Ø 密封胶涂于车身须防止水渗入的部位。主要功能是防止焊缝渗水透气、提高车身的耐腐蚀性和密封性。密封胶烘干后应具有弹性和良好
的附着里,使其受振动时不开裂或脱落。
目前密封胶、车底涂料都采用PVC系列材料,主要由聚氯乙烯树脂、增塑剂、填充料、附着力增强剂、稳定剂、防止发泡剂等构成
Ø 防声防震吸声片
Ø 车底涂料
其功能如下: ⑴提高车身底板的耐腐蚀性;⑵对外来冲击具有缓冲作用;⑶防止由发动机、路面接触和车身振动产生的噪音;⑷起绝
热作用;⑸对焊接和铆接处间隙和凹坑起到密封胶的作用等。
喷涂厚度达1~3mm,一般涂在车身的挡泥板内部、车轮罩内部、发动机罩内部底板、下纵梁等部位。
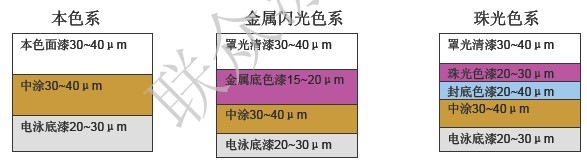
Ø中间涂层涂装
Ø 中涂的目的是改善被涂物表面平整度和光滑度,以提高涂膜的丰满度和鲜映性。
Ø 使用手工喷涂、自动喷涂或静电喷涂等工艺方法。涂膜厚度一般为
30~40μm。
Ø 涂装环境与面漆相同,达到清洁无尘,喷漆室垂直风速0.45~0.5m/s,照度800 lx,相对湿度60~70%左右。
Ø 中涂烘干150℃ 15~20min。
Ø 中涂烘干后的打磨应有规律,打磨方向应一致,选用400~800#水砂纸进行湿打磨。
Ø 中涂涂料主要是三聚氰胺改性的聚氨脂类涂料,属热固性合成树脂涂料。
未来中涂涂料向水性涂料、高固体份涂料等方向发展。
Ø 面漆层涂装
Ø 面漆涂装的目的是车体外板的装饰和保护。装饰性赋予汽车更漂亮、更豪华、更庄重的外观;保护性是需要面漆膜不仅对中涂层和电泳底漆膜保护作用,而且本身具有保色性、耐候性、耐污染性、抗划伤性、耐酸雨性等高功能性,才能保护自身。
Ø 面漆涂装工艺方法可分为以下三种:
Ø 面漆涂装工艺条件
喷漆室一般采用上送风下抽风型喷漆室,
风速:手工喷涂工位0.45~0.5m/s,自动静电喷漆工位0.3m/s
照明:800 lx以上
相对湿度:60~70%
喷枪工作压力:0.45~0.55MPa
涂料吐出量:300~500ml/min
喷涂距离:200~300mm
金属底色漆+罩光清漆采用“湿碰湿”喷涂工艺,一般喷涂金属底色漆工序和罩光工序之间的晾干时间要确保3~5min(涂膜溶剂挥发达95%以上)。
Ø 机器人自动喷漆
Ø 人工喷漆
Ø 打磨
打磨的主要目的是:
1、清除底材表面上的毛刺及杂物;
2、消除工件涂覆面的颗粒、粗糙和不平整度,如刮过腻子的表面在干燥后一般表面
粗糙不平整,需要靠打磨来获得平滑的表面;
3、增强涂层的附着力。涂料在平滑表面上的附着力差,打磨后可增强涂层的机械附着
力。
Ø 抛光、注蜡
抛光是使面漆涂层具有柔和、稳定的光泽,使漆面更加平滑,这是提高涂层装饰
性的一种手段,一般仅在对装饰性要求高的高级产品的涂装工艺中采用。
Ø 抛光
Ø塑料件涂装
Ø 塑料件可以使产品轻量化、降低生产成本,但存在涂膜难附着,涂膜干燥固化受加热温度限制,脱模剂洗净不良等难点。
针对涂膜难附着关键工艺难点,主要采取以下三个方面的措施:
⑴ 漆前对表面能低的塑料进行各种表面处理,提高表面能和极性;
⑵ 对塑料进行改性,假如增强涂层附着力的添加剂;
⑶ 选用和开发某种塑料专用配套涂料。
Ø 塑料件涂装根据涂膜附着性分为:
易附着塑料:ABS、PMMA塑料,可直接涂面漆涂料;
难附着塑料:改性PP,RIM-PU,需进行特殊处理(包含涂专用底漆处理);
不附着塑料:未改性PP等,表面活性极差,不经过铬酸的强力处理,底漆不能附着
Ø 塑料件的表面处理
表面清洁化:溶剂擦洗、脱脂液清洗(擦洗、喷淋或浸渍)
表面活性化:氧化处理、铬酸处理、臭氧处理、火焰处理、等离子处理、涂底漆处理表面功能化:涂导电涂层(导电化)、吹离子气除静电、镀铬(金属化)、防紫外线涂层