阴极电泳涂料(CED)基本物理参数
● 电压(V)
● 电泳时间:电泳时间越长,泳透率越高。
● 槽液温度(℃):通常为28-32℃
● 电量大小(库仑):电量(Q)=电流(I)×时间(t)
● 库仑效率:每克干漆膜所消耗的电量。该值与树脂中和度和电泳涂料配方有关。
库仑效率=电量(库仑)/干漆膜(g) 或 库仑效率=干漆膜(g)/电量(库仑)
● 电流密度:每平方厘米漆膜消耗的电流(A)
电泳初期,工件外表面的电流密度比内腔的大的多,随着电泳过程的进行,外表面漆膜逐渐增厚,电阻增大,绝缘程度增加,这部分电流密度逐渐减小,内腔电流密度逐渐增加,电沉积在工件内腔进行。由于工件边缘的电场强度较高,电流密度较大,电沉积首先发生在这些部位,随后才进入相邻区域。
电沉积发生在最低电流密度和最高电流密度之间,低于最低值,电沉积不能发生。最高临界电流密度约为10A/m2 ,与此相对应有一个断裂电压。低于断裂电压,电泳才能平稳进行,伴随一定量的气泡(电解水产生)。高于断裂电压,电解剧烈,气泡产生速度极快,将导致电泳过程完全失控,此时发生一连串的连锁反应:高电流引起漆膜温度急速升高,温度升高导致湿膜电阻下降,湿膜电阻下降又引起更高的电流密度,如此往复,最终得到外观极差的漆膜。
● 湿膜电阻:不同电泳时间CED湿膜电阻(Ω)。随着电泳进行,膜厚增加,湿膜电阻RN增加,电流量减少,如下图:
其影响因素有:漆液配方,其中溶剂、基料、颜料和助剂含量都会影响湿膜电阻大小。
● 槽液电导:电阻倒数,1/R=西门子(S)
去离子水的电导率通常小于10μs/cm。槽液中的离子主要来自于主题树脂及研磨树脂被酸中和后产生的离子,槽液电导主要由这些离子产生,颜料本身产生的离子很少,因而槽液不挥发分越高,电导越高。
● 槽液电阻:不同温度下槽液电阻。
● 干膜厚度:单位μm。主要影响因素:
槽液温度
溶剂含量
槽液固体分
电泳电压
电泳时间
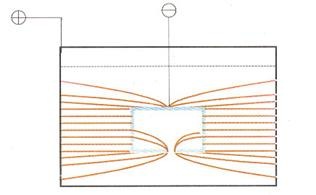
● 泳透力:涂装工件凹陷内腔的能力,可通过法拉第盒来表示:
包含内腔的工件(阴极)与阳极之间建立电场,电泳首先在工件外表面开始。
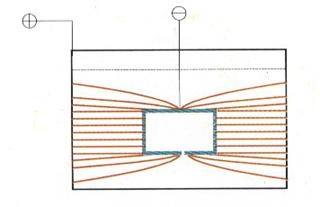
进入内腔的孔洞越小,孔洞周围产生的电场线越密集。开始,电场线不可能进入工件内腔,内腔不存在电场,这就是法拉第盒。孔洞越大,盒子对内腔的屏蔽作用就越弱,电场就由可能在内腔建立,更多电场线将进入内腔。进入程度随其他一些因素例如电导升高,库仑效率降低而增加。
如果孔洞非常小,法拉第盒问题可以通过辅助阳极解决。

增加泳透力的因素有:
更长的电泳时间
工件屏蔽作用小,例如孔洞较多且大
施工电压高
库仑效率高(低C/g或高mg/C)
固体分含量高
CED湿膜电阻高(工件外表面电沉积在断时间内终止,电沉积可以更快进入内腔)
CED槽液电导率升高
● 槽液流动速率:电泳槽中槽液流动速率(m/s)