
电泳涂装的现场管理
为确保生产的正常进行,电泳槽液的稳定和涂层质量,必须加强电泳涂装生产的现场管理。现场管理包括工艺管理、生产管理和设备管理。电泳涂装生产的现场必须对电泳漆槽液、电泳涂装设备及配套装置和生产环境及状况进行科学管理,并做好记录;发现不正常现象,立即采取措施解决。
(一)电泳涂装的工艺管理
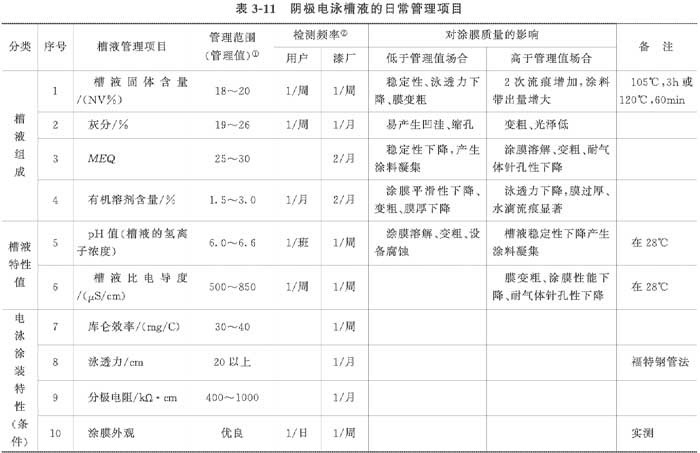
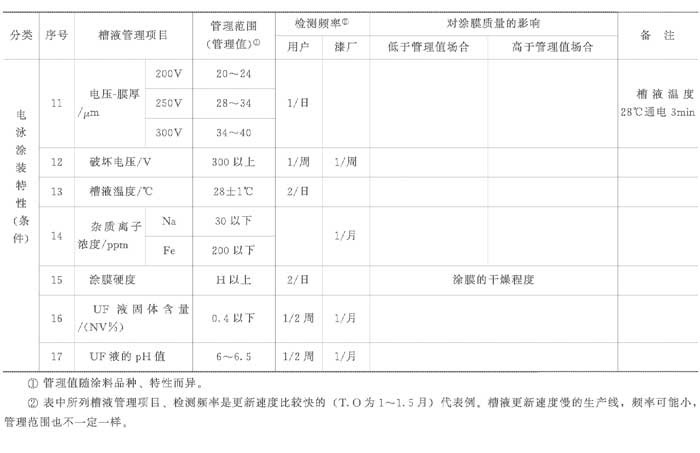
它主要对电泳漆槽液及涂装的工艺参数、涂装质量等进行科学管理,现今不仅涂装厂在现场做好工艺管理,电泳涂料供应厂家也负责槽液的全面管理,现借鉴国外先进管理模式(CPU管理,即CostPerUnit),在国内许多涂装线也采用了CPU管理。工艺管理的项目、目标管理值、检测频率等,以关西涂料公司的HB-2000阴极电泳涂料为例介绍(见表3-11)。
在电泳涂装现场日常进行工艺参数的检测和调整:根据测定槽液的固体分含量、pH值、电导率、颜基比(灰分)、有机溶剂含量、UF液的pH值和固体分等参数结果,进行调整管理。
(1) 固体分(NV)在电泳涂装生产过程中随生产的进行(或通过被涂面积的増大)不断消耗电泳涂料,使槽液的NV逐渐下降,为保证涂装质量稳定,NV变动范围要小(标准值的士1%);每班都应按通过的工件数(涂装面积),补加电泳涂料,每周再按实际测定的结果校正一次。
在日常生产中槽液NV上升的可能性很小;除非停产时间较长,在循环搅拌过程中水和溶剂挥发造成NV上升;则可加适量的纯水调整。
检测UF液的固体分的目的是检测UF装置的技术状态和运转状况,如偏高(NV>0.5%),则应查清槽液中低分子漆膜形成物,或杂质离子偏高;还是UF膜渗漏,UF元件的技术状况不佳等造成。
(2) pH值电泳漆槽液的pH值是直接影响槽液稳定性和树脂基料的水溶性的重要工艺参数,应严格控制在工艺规定值的0.05〜0.1的范围内,偏高偏低都会引起槽液的不稳定和电泳涂膜质量问题,严重时甚至造成成膜树脂析出或凝聚,堵塞UF膜或极罩、产生大量沉淀物。因此,在现场必须加强对电泳漆槽液pH值的精心管理,观察其变化规律,按检测结果采取加相应的中和剂或排极液等措施调整。
测定UF液和极液的pH值,仅供工艺控制用。
(3) 颜基比(灰分)颜基比是指电泳涂料、槽液和干涂膜中颜料与基料(如树脂)含量的比值,它对电泳涂料的电泳特性和涂膜性能都有较大的影响,如颜基比高了,泳涂的膜厚下降,电压上升;漆面的平滑性,抗针孔、缩孔性提高。在电泳涂装过程中电沉积涂膜的颜基比往往不能与电泳原漆的颜基比完全一样,因而在电泳涂装生产中造成颜基比的变化,需要定期检测调整。控制检测结果在向电泳槽加料时适当增加漆基(如乳液)或色浆的加入量。
(4) 电导率(MS/cm)在电泳涂装现场检测槽液、UF液、极液和纯水的电导率作为电泳涂装工艺控制的手段之一。电泳槽液的电导率与电泳涂装的品种、固体分的髙低、杂质离子的含量和pH值等有关,随电泳涂料的品种不同,确定最佳的工艺控制范围,一般槽液电导的较小变化(如±100uS/cm),对涂膜性能无大的影响,因此工艺控制范围较宽。槽液电导过高或过低对涂膜厚度、外观和泳透力有影响,随槽液的电导增高,泳透力也增高。
如因槽液中的杂质离子的含量增大,导致槽液的电导超过规定值的上限或偏高时,可用纯水置换UF液来降低,例如对300t槽液用纯水替代20tUF液,则可使槽液电导下降100uS/cm。
(5) 有机溶剂含量为提高电泳涂料的水溶性和槽液的稳定性,电泳涂料的配方中加有亲水性的有机溶剂,一般使用中、高沸点的酯系和醇系溶剂。槽液的溶剂含量一般是指槽液中除水以外的有机溶剂的百分含量。新配制的槽液中原漆带入的有机溶剂含量较高,一般待槽液的熟化过程挥发掉低沸点的有机溶剂后,才能泳涂工件。国外已有配制的槽液不需要熟化的电泳涂料品种,即原漆本身的有机溶剂含量已较少。
槽液有机溶剂含量现今还是电泳涂装的主要工艺参数之一,一般控制在2.5%〜4%范围,有些电泳涂料品种需要较髙的有机溶剂含量。槽液的有机溶剂含量髙了,涂膜臃肿、过厚,泳透力和破坏电压下降,再溶解现象变重;含量低了,槽液的稳定性变差,涂膜干瘪。
由于有机溶剂挥发后污染大气,从环保考虑,发展趋向是提高 树脂的水溶性,不用有机溶剂。
槽液的有机溶剂含量的测定采用气相色谱仪。根据测定结果, 再向槽液中补加适量的相应溶剂。
(二)电泳涂装设备管理要点
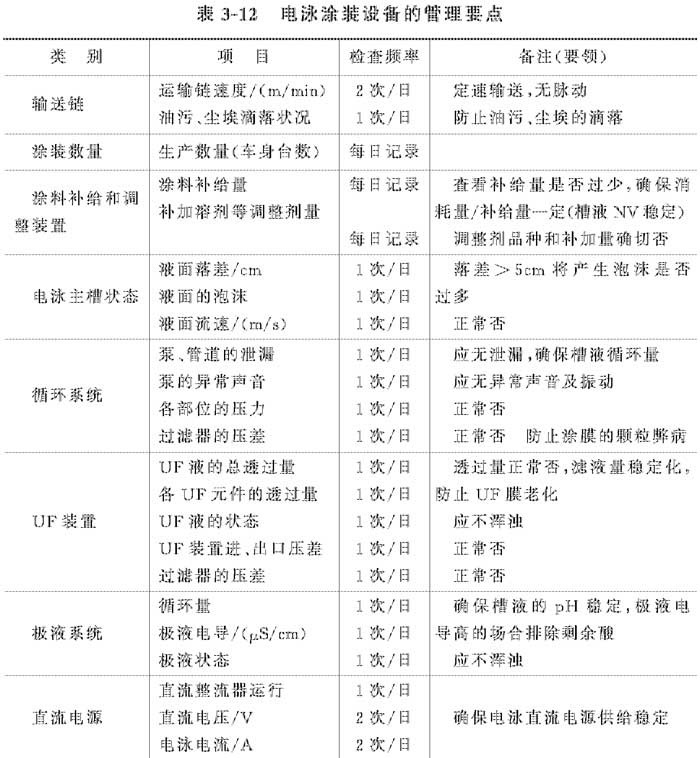
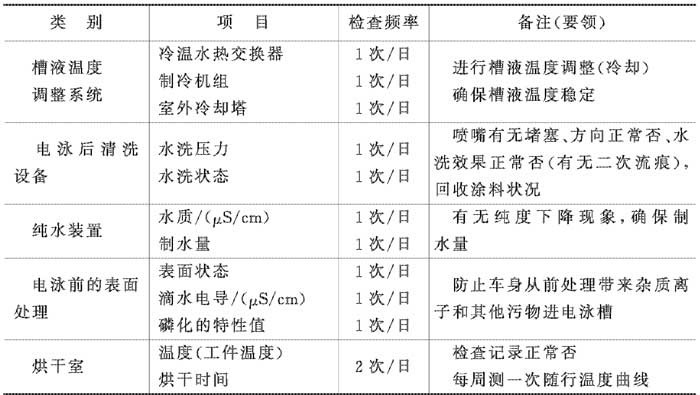
电泳涂装设备(装置)的管理基本是观察机械、机器的磨耗和 劣化,以及动作的变化,记录数据的变化,确认有无异音、异臭, 实施检修和保全等管理要点参照表3-12所列内容。
(三)电泳涂装的生产管理
它包括生产状况、设备运行、现场环境卫生、生产安全等管 理,其管理要点如下。
① 记录每班、每日、每月的产量(以产品数或涂装面积计)。
② 记录设备的运行状况,计算每日的设备开动率和有效生产 率(或工时的有效利用率)。
③ 记录电泳涂料及各种原辅料的消耗,与材料消耗定额对比, 超额的原因,努力提髙材料利用率。
④ 记录和统计电泳涂装线的水、电、燃料等能源消耗,不断 提高涂装的节能减排水平(以单位涂装面积消耗能量和co2排出 量来表7K)。
⑤ 确保电泳涂装线启动生产后连续运行,不停车和停产前生 产线跑空,以避免产生二次锈蚀,涂膜再溶解和过烘干等涂装质量 问题。
⑥ 加强电气设备的管理,在作业时严禁非操作人员进入电泳 涂装室内,确保生产安全。
⑦ 严格执行生产环境的清扫和涂装设备清洁制度,确保生产
现状清洁无尘。
⑧ 原材料、废弃物(如废容器、抹布等)应放置在固定位置, 摆放应整齐,在现场存放的数量应控制,废弃物在下班前(或定 期)应及时清理走。
⑨ 在现场产生产的质量、设备和安全事故,应及时分析研究、 消除,重大的应组织力量攻关,并做好记录。