
常规的镀后处理包括清洗、干燥、补充处理、附加的防护和产品检验等工作。清洗、干燥和检验是必须的,对产品质量的影响也最重要。补充性的处理和附加性的防护往往视产品和镀层的品种和要求而异。例如镀锌、镉,为了防止白锈和延长工作寿命而补充钝化;为了装饰而将镀层着色或补充涂饰;薄壁的、冷作的弹簧和高强钢等制品须加回火或除氢等,均是针对性的措施。至于产品要出厂运输、库存、转移等需要附加的短期或长期防锈措施、油封包装等,均和实际的环境或要求,和产品生产的计划和特点等有关。
电镀后的零件不能存放在生产区域,也不应随便用赤手触摸。
1附加防护
作为一种表面镀覆,经过电镀的制品表面上便覆盖了各种类型的金属镀层,因而从外观上改变了制品的面貌。这些镀层大多不像钢铁等基村那样容易发黄锈,所以很容易遭到误解,认为电镀过便是已经防锈。这种情况,经常引起对电镀成品保护工作的松懈。
电镀层的功能应当在产品使用时才发挥。因此,在电镀之后不应存留在多化学气氛、有机气氛、潮湿和有蒸气的加工区,任凭尘埃覆盖。随便用赤手摸弄也应避免。落上酸碱物质、尘埃手汗,如以后在装配前没有附加的清洗和防锈措施,便会成为日后加速腐蚀的原因。精密的制件要妥善包装保护,而电镀件的包装不能用未经检验的纸张、布料、没有涂层隔离的木材和某些品种的塑料。潮湿和因此传递的电解质、释放的有机气氛、不适应有色金属的油料等都会破坏电镀层。常用于钢铁材料保护的亚硝酸钠、硅酸钠等对镀层均有害。涂抹在电镀层上的油料必须低酸值、能适应有色金属。因此,只有注意镀后对镀层的附加保护,才会有优质的电镀产品。
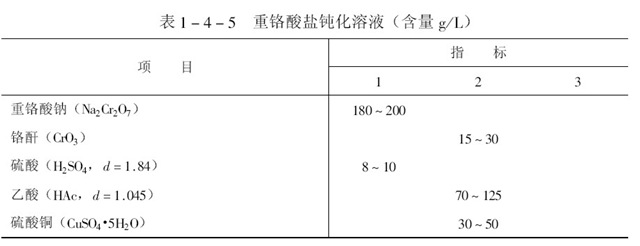
至于附加的专门镀后处理,镀锌、镉层的钝化比较典型。如今几乎已很少应用没有钝化过的这类镀层。镀锌层虽是典型的防锈镀层,但其防护方式不是依靠厚镀来达到无孔隙和严密的覆盖,而是,依靠本身的电位来使基体钢材得到保护。所以也被称为牺牲性的防护,在防护过程中锌层发生阳极溶解。腐蚀产物是一种白色疏松的粉状,外观很差而且易脱落影响其他零件。潮湿环境和指纹、汗渍、有机或酸性气氛等都会促使这种腐蚀产物的出现。为了尽量避免或推迟这种情况的出现,钝化是很有效的方法。
镀锌、镉后一般经洗净便直接浸入钝化液内处理。如果经过干燥或存放,表面有氧化膜时钝化前便要先用稀的腐蚀液,例如10%NH4Ac或淡的硫酸除膜。传统的钝化采用重铬酸盐转化膜,最早称为(科罗纳克)法。随后又发展出各种形态的膜层,
包括透明、白色、蓝色或透蓝的蓝白色,带绿的虹彩、棕、褐、青铜、黑色等种种不同外观的膜层。常规的重铅酸盐处理基本上是带黄色光泽的干涉性虹彩,视处理时间长短有可能泛绿或带褐色。
锌、镉用的基本配方列如表。表中配方1 是传统的cronak型,这种工艺浸泡的时间很短,只有10秒上下而且对时间很敏感。形成的膜层因为很薄所以呈干涉型的虹彩。随着时间膜的颜色由浅变深,处理时间接近5 秒时泛绿而10沙会变棕黄。过
年时间的处理使膜层粉化,易于脱落。不希望膜色带黄时可用配方3的碱液漂白,漂白后成美观的蓝白色或接近透明。近来许多产品流行黑色,可以采用配方2。
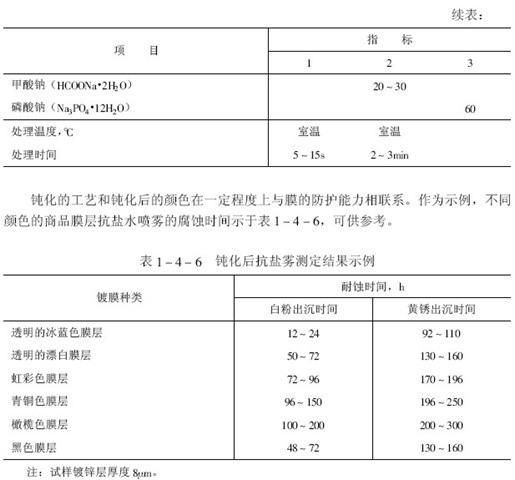
从表中可以看到,虽然重铬酸盐转化膜层厚度很小,对延长抗盐雾时间的效果仍很显著。所以这类膜层也被推广用于其他镀层,例如黄铜。钝化膜的缺点是耐磨和耐热并不理想,外罩清漆的办法有时也用来保护这种膜层。