
清洗是电镀工艺流程中极其重要的环节。因为使用的溶液不止一种,而每种都有严格的成分范围和杂质限制,因而其间必须以十分仔细的清洗工作作为过渡。
被镀零件从处理槽内取出时,不可避免地表面上沾有残留的溶液。由于零件形状、表面状态、零件提出的快慢、溶液的表面张力和其他特性,沾附和夹带出的溶液量很不相同。但无论如何,一种处理溶液决不应清洗不净而带入下一种溶液内从而导致污染。
所以工序间的清洗必须给予足够的注意。最后清洗的工作前面已有讨论。清洗是既简单又复杂的工作。特别是对形状复杂的、细小或平面又大量堆积的、表面粗糙的、具有小孔、凹陷、细槽、内脏、细长管状结构或粗而大的型面等的不同镀件,清洗都会带来困难,而有时还需特别的技巧。越难清洗的零件,将上槽的溶液带入下一槽的机会就越多。
一般的清洗,视其方法,设备、产量等的不同而大致可以分成三种类型。但不论哪一种方法或设备,都是要将洁净的清洗用水设法与零件上带出的残液或液膜混合,迅速将残液稀释后排除。这样的稀释比要达到10的4次方:1或者更大。总体的要求希望稀释比总计要大,而用水总计要少,这样质量好又利于ISO14000 达标。
冲洗
比较常见的方法是简单的用流水冲洗。这种方法劳动量较大,但如操作仔细、清洗得法可以洗得很彻底而干净。但是,连续的流水冲使耗水量变得很大。如果零件数量少,特别是尺寸大而形状又较复杂时采用这种办法比较可行,也使设备和厂房的投资较少。
如果镀件尺寸并不很大,并处于挂具上或篮筐中时,因为滞留镀液处往往是凹陷、内脏、螺纹、孔洞、缝隙等比较不易到达的部位,加之零件相互间或与挂钩间均有接触或叠合面,所以除非反复翻动,否则不易清洗彻底。表面粗糙的镀件、表面张力大的电镀溶液更应当比较长时间地仔细冲洗。
流水冲洗设备一般比较简单。但也须按照需要采用一些不同的方式。如出水的管口可以是固定的或是活动带软管的,口都可以是尖口也可以用喷淋等,应与零件需要配合。
喷淋与喷雾
喷淋的方法使用得当可以提高清洗效率,节约用水,但控制恰当并非易事。如果水源压力不稳,这种方法较难应用,除非增加泵送。用系加压效果比单纯利用水源的压头好,但压力加大时便不太适宜在开敞的空间操作。喷淋的方法实际更利于清洗大的面积,或成堆的小的零件。为了减少镀液的喷溅,通常将挂具降入空槽内,以便可以设立喷淋头从各个方向冲洗,或者让零件从设多个喷淋头的流水线甬道中通过。
喷雾方法与单纯的喷淋不同,这时用压缩空气等加压,形成带强压的气雾。这种方法虽然增加一些能耗,但节水效果明显。因为耗水量大大减少,十分有利于减少排放和回收洗涤水(例如反渗透)重复使用以至达到零排放。目前在生产上也开始设立镀槽上方的这类喷雾系统,这样镀件出槽时喷雾开启将镀件急速提起时带出的槽液吹回镀槽内,使镀件带出的镀液变得很少,而喷雾进入的少量清洁洗涤水便直接用于补充槽液损耗。精巧的设计不仅改善了清洗的效果,也节约了用水,解决了排放。
这种洗涤方式对于加热的电镀槽和热水洗涤槽更为适应。因为加热的镀槽中的零件带一定温度,提出槽外时容易迅速干燥从而使零件表面容易钝化。高温热水洗后的零件也有同样问题。在槽上方安置喷雾设施,当零件提上时开启,这样可以首先吹净带出的槽液,方便清洗,也节省了槽液的消耗。喷上的水可以润湿零件表面避免干涸氧化,少量的洗液回流槽中可用以补充热液的蒸发损耗。体积大的制件、成堆的小件热容量较大,聚集的热量更多,喷雾也可以冷却零件。
事实上,采用何种清洗方案与洗涤效率、处理时间、水源供应、消耗于电镀的药品资源和价格、废液污水的处理成本、产品最终的质量要求与生产效率等多种因素有关。
质量、速度、资源与成本需要求得平衡。
清洗本质上是一种人为的稀释残液的过程,所以稀释过程的效率、速度、耗能与耗水量等参数考虑之后,确定一次清洗所欲达到或能做到的稀释比,然后选择何种方式能够更方便有效地达到这个要求。所以并非哪一种设备好或者看起来哪一种方案更先进便予采用,而是方案的设计须与加工的产品相适应。
槽洗
浸入清洗槽内上下左右晃动是最普通的一种方法,清洗槽一般列入流水线可以顺序操作,因而也比较方便。清洗槽内的水须流动并要从槽体设计上考虑,使供水能在槽内各处不仅能一直流动,而且流动速度也应当尽量均衡。这样才能保证任何一次清洗都能使经过洗槽后的零件得到同样的清洗质量。
清洗槽的安排也有多种变通。例如普通的单个洗槽、不流动的静水槽(回收镀液用槽)、多槽联洗、多槽双向逆流洗涤等种种不同的方案。
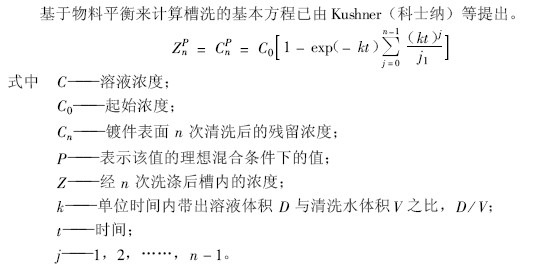
清洗既是稀释过程,因此洗槽便存在物料平衡。被零件夹带进入清洗槽的电镀或处理用的溶液,大多沾附在零件的表面,在清洗槽内被送入的清水稀释,清洗的有效程度就表现为进入槽内的盐分被稀释的程度。清洗的效率愈高,镀件上残留的液膜内能被带入下一槽的浓度便愈低,而洗涤水内溶入的盐分便愈多。因此,要想提高这个洗涤效率,一般便要增大馈水量,使得在最终洗完之后洗涤水中的盐量和镀件表面粘附而残留的液膜内带有镀液组分的盐量相比要至少达到要求严格的零件,这个比
值还应更高。
馈水的方案取决于能使用的厂房面积、水源和动力供应、镀件的大小、每槽装载的数量和容许的操作时间等因素。一般总是希望能节水,也就是说能以最少的水量来达到同样的清洗效果。
清洗槽的供水,通常是城市的自来水。但虽然同是自来水,各地的指标往往并不相同,实际质量也因水源和管理而有差异。由于水质而导致的电镀质量问题已屡见不鲜。
边远的工厂直接泵用天然水的也有,引发的问题更多。清洗用水不仅关系到清洗的质量,同时也因为各种处理槽之间都安排有清洗,所以清洗水会很自然的带入镀槽和各种处理槽,从而造成一些捉摸不定的故障。所以水质保证,电镀产品的质量才会高。在这个基础上考虑清洗设备和清洗工艺,才有实际的意义。
贵重的镀液或挥发快的镀液,通用的节约方法是镀后第一个清洗槽不使水流动更换。利用这样有限的水量来回收镀液,收集所得的带出的镀液可用于补充镀槽损耗或做回收。挥发快的镀液这样的回收更为有效。
流动的水槽通常由槽底部通过分布用的筛管来均匀供水,而上方备有沿槽全长的溢流堰。有的洗槽用一种由槽底伸至液面的单管依靠顶端的开口来溢流,对水流均匀问题解决得不好。增加搅拌,例如压缩空气搅拌可以改善洗涤的效果,也能提高清洗的速度。但这种水槽清洗小或轻的锻件时挂具须有夹紧镀件的措施并且能让水和气自由的流动和逸出。从物料平衡计算,要达到所需的清洗程度,供水量须是带入槽内的残液量的103到104倍以上。因此,仅依靠单个清洗槽来洗涤,耗水量一般较多。
 这样计算是以镀件入水后表面上滞留的液膜能与清洗水瞬间完全混合(理想混合)为基础的。事实上,理想混合并无法达到,滞留的液膜与清洗水混合需要时间。从理论上说,要达到完全的混合所需要的时间是无限长。在实践中这不可能办到。生产中清洗工序的时间通常仅数秒至数十秒,至多延长到一两分钟,过长时间的泡洗影响生产效率。因此,从清洗槽内提出来的镀件,其表面上残液的浓度将高于理想值。根据实际测定,从镀槽内提起的镀件带出的电镀溶液量很多。这个值不少于
这样计算是以镀件入水后表面上滞留的液膜能与清洗水瞬间完全混合(理想混合)为基础的。事实上,理想混合并无法达到,滞留的液膜与清洗水混合需要时间。从理论上说,要达到完全的混合所需要的时间是无限长。在实践中这不可能办到。生产中清洗工序的时间通常仅数秒至数十秒,至多延长到一两分钟,过长时间的泡洗影响生产效率。因此,从清洗槽内提出来的镀件,其表面上残液的浓度将高于理想值。根据实际测定,从镀槽内提起的镀件带出的电镀溶液量很多。这个值不少于
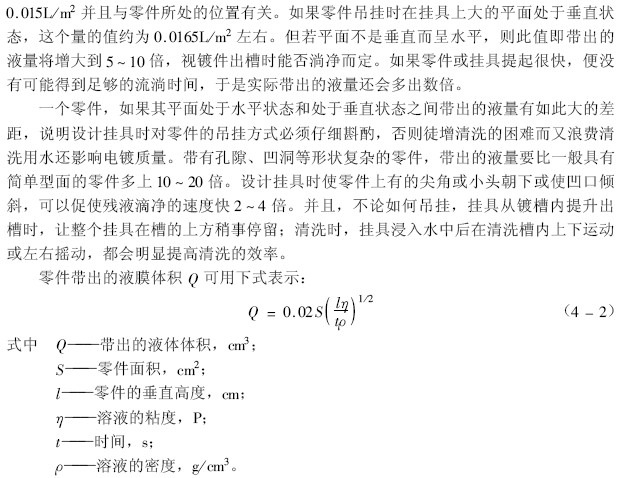
很显然,从以上两式均可看出,零件的形状、尺寸、垂直高度、面积、装挂的数量和方法、是否堆积或有孔和凹腔、表面的粗糙程度、零件在清洗水中浸泡和提升的时间和速度、清洗水的清洁程度、流量、流速和搅拌方式和程度、溶液的密度和粘度、零件从槽内提起后允许持续滴淌的时间等等许多因素,都和清洗工作的质量和效率直接有关。从操作而言,零件在清洗槽内不保持静止而有晃动,出槽后让零件在槽上稍事停留均能明显改善清洗的效果。而这些细微的操作细节,均是常见的容易疏忽的地方。这点上面已有提及。

从供水的角度,如果上述的每个清洗槽单独供水并分别排放,排放的水中溶入的盐类并不多,因而造成用水的浪费。目前流行的双向逆流清洗就是使清洗过程中镀件在流程中的运动方向与供水的水流方向相反。这样后边槽中用过的清洗水反馈进入前槽,促使前槽不用供给新鲜的清水。因为越到后面水中的盐分越少,所以这样做在大幅节水之余并不会明显影响清洗的质量,从而也大大地减少了污水的排放。如果仅仅从理论上推测,如果镀液加至一定温度而抽风也较剧烈,从而使其挥发损耗较大,逆流清洗的槽数又足够得多,则最终可以达到用镀槽后第一个清洗槽流出的水自动补偿镀槽内镀液的损耗而完全不会有废水排放。这当然是较理想的清洗,在实践中并不易办好。但无论如何,用这种逆流方法,节水和减少排放都是肯定的。问题只是其好处能发挥到何种程度。
逆流清洗的效果已见上述,但要实现这个方案便要安排多个清洗槽。其次,如果无法形成阶梯式排列,以利用自然的水头逆流供水,便须增加泵送的设施。用泵加压或压缩空气提升均能提供这种逆向馈水的水头。此外,适当的压头也是必要的,因为如果所有清洗槽保持同一水平面,前一槽浸入大量零件时引起的液面升高和排水,必将通过进水和溢流管进入下一槽。
不论多槽还是逆流,一般都应按清洗的工作量和要求清洗达到的质量来控制清洗水的流量和供水量。比较合理的办法是用仪器监控,如离子电极、电导仪等来控制供水的流量。为了防止倒流,安装逆止阀也很有用。
清洗用水一般是定温的冷水。冷水难溶的物质便要使用热水,反之亦然。碱液多数要用热水才便于洗净,表面活性剂就不一定。热水的温度取决于清洗的要求,一般50度上下便可,特殊情况可以提高温度。但除非特别需要,没有必要加热到太高的温度。这不仅是因为要节约能耗,而且太高的水温挥发较快,零件出槽后会迅即干燥从而容易造成表面钝化等效应。这种情况特别容易出在热容量大的大件或者大量雄集的小件。同时有时要采用喷雾等方法来冷却零件,徒增操作上的繁琐。然而,也有时利用最后的热水槽洗后迅速干燥的效应来省去吹干和烘干。这种办法的是否采用,须视具体的产品而定。
一般的干燥作业可用暖风机或压缩空气。吹的风或压缩空气须滤净尘土、水和油。吹风的清洁十分重要。对于压缩空气,经过滤纸上吹一下便可看出是否夹带有油和水。用憎水性的硅油或置换型防锈油来排水和防护常很方便有效,特别是对于小孔和隙缝。