
抛光是为了得到光亮的镜面般的表面,它实质上是通过抛光轮来平复磨光后的制品表面上极微小的不平处,达到降低零件粗糙度的目的。当抛光轮高速旋转时,零件与布轮摩擦产生高温,使金属塑性变形,在抛光力作用下,凸起的部分被压平并流动,凹下的部分被填平,从而使细微不平表面得到改善。对铬镀层一般都需进行抛光,抛光后的铬镀层色泽均匀,表面粗糙度降低,光亮度显著提高。铬层上有轻微的烧黑、白雾、水渍等缺陷,经抛掉,中间镀层如用铜! 锡合金,都必须镀后抛光再盖铬。同时,在抛光过程中,金属往往与周围空气发生氧化反应,在其表面生成一层很薄的金属氧化膜。因此,抛光金属表面主要被抛下来的是金属氧化膜层,它被抛掉后,在极短时间0.05s内新的金属表面层又迅速被氧化,生成一层薄氧化膜0.014um然后又被反复抛光,最后越抛越光,即可获得光泽、整平的表面。显然,这是电镀生产中不可缺少的工序。
通常在电镀现场生产中,制品表面的抛光是用来作为基体金属(如铜、铝、铁及其合金)镀前表面处理或镀层表面(如铜和铬层)的修饰。抛光轮是用较软的材料,如各种棉布、细毛毡、皮革、特种纸等材料制作而成。抛光轮有不同类型,轮的类型、大小、厚度视生产零件的特征和要求选定。其最大圆周速度不应超过35m/s,抛光时以圆周速度进行控制。硬质金属一般用较高的圆周速度,较软材料用较低的圆周速度。通常抛光可分为粗抛、中抛与精抛。粗抛是用硬轮对经过或未经磨光的表面进行抛光,它对镀件基体会有一定的磨削作用,可除掉粗的磨痕;中抛是用较硬的抛光轮对经过粗抛后表面作进一步加工,用它来去除粗抛留下的划痕,可产生中等光亮的表面;精抛是最后的抛光工序,可用软轮抛光以获得镜面般全光亮表面,而且它对基体材料的磨削作用极小。
由此可见,在实际生产中,正确地选择抛光轮和抛光轮的圆周速度是非常必要的。

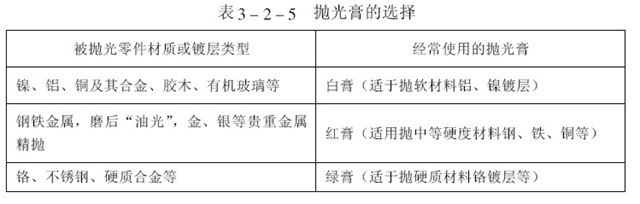
抛光使用的抛光膏是由金属氧化物粉末与硬脂、石蜡等混合制成的软块。一般根据金属氧化物种类不同分为三种:白膏,用无水纯度较高的氧化钙,密度为3.35g/cm3,含mgo>35%加一些黏结剂(如硬脂酸、石蜡和动、植物油等)制成的固体硬块。用于抛光软金属和塑料抛光及要求低粗糙度的精抛光则用软油膏(灰白色或乳白色磨粒细小、圆形、不锐利、不便长期存放易风化变质);红膏(亦称红油),是用三氧化二铁(氧化铁红、铁丹),另加白蜡和一些脂肪酸等黏结剂配制而成,是硬度适中的一种深红色圆柱形固体软膏,可用于钢铁磨光后油光。另有一种用于一般钢铁件和部分有色金属粗抛光用的红抛光膏(别名黄油),是用氧化铁、长石粉等加一些硬脂酸、石蜡、地蜡等黏结剂配成,棕色或棕色条纹固体油膏;绿膏(亦称绿油)是用三氧化二铬加少量氧化铝、白泥、硬脂酸、脂肪、油酸等黏结剂配制而成的,深绿色长方体油膏,磨粒硬面锐利,磨削力强,适用于硬质合金钢及铬镀层抛光膏。
除此之外,近年来也使用抛光液取代抛光膏。抛光液使用的抛光磨料与抛光膏相
同,只是所用黏结剂是在室温下呈液态的油或乳化剂(非易燃物)。这种抛光液可加压
供料或采用高位供料箱,也可用泵打入喷栓喷到抛光轮上抛光。使用抛光液比用抛光膏
生产效率高,减少抛光轮磨损和抛光膏(或抛光液)在零件表面的滞流。总之,采用机
械抛光,手工操作繁重,耗能,耗料,工作条件差,因而发展到用化学抛光与电化学抛
光来取代机械抛光。