刷镀工艺可分为基体表面的准备及刷镀金属镀层两部分。按具体情况一般有2道~6道工序,包括清洁、修整、电净(除油)、活化、镀过渡层、镀工作镀层。
(1)清洁。零件首先用汽油、丙酮等有机溶剂清洗。若有厚的锈蚀层、锈斑,则需用钢丝刷、砂布等清除干净。
(2)修整。零件在刷镀前首先用锉刀、砂轮等工具将刷镀部位的毛刺、飞边、氧化皮、疲劳层、污物等清除干净。对划伤、凹坑等应将其根部和表面拓宽并形成圆弧,使根部与阳极接触,便于刷镀。零件有键槽,油孔等要用石墨或橡胶等合适材料填平。
(3)电净。电净时一般将零件接负极(正向)。钢零件的电净使用电压IOV~20V;时间为30s~60s;铜零件使用电压8V~12V;时间为l5s~30s;轻金属零件用5V~8V,时间为5s~lOs。对超高强度钢的电净,必须用反向电流。
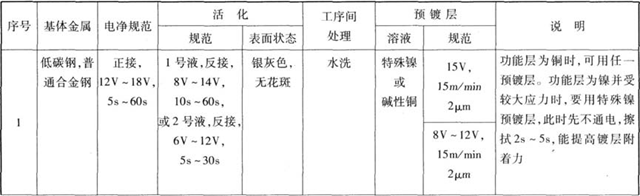
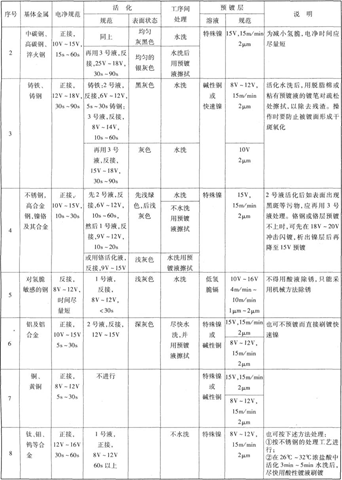
(4)活化。活化是根据零件的不同材料,选用相应的活化液和工艺,通过电化学和机械摩擦的作用,去除基体金属表面的氧化物和其他不利于镀层结合的杂质,保证镀层与基体的结合力。活化必须是在彻底电净和清洗的基础上进行。不同材料的活化工艺,列于表6—6—8。
(5)刷镀预镀层。预镀层也叫过渡层、打底层或结合层、隔离层。一般情况下可不刷镀预镀层。为了提高镀层与基体的结合力;防止镀层和基体之间扩散;防止镀液对基体腐蚀;防止镀液与基体金属置换,往往需要刷镀预镀层。不同材料刷镀预镀层工艺,列于表6—6—8。
(6)刷镀功能镀层。功能镀层就是零件表面的镀层。常用的功能镀层有镍、铁、铁合金、镍钨合金、铜等。各种金属或合金功能镀层的刷镀工艺,