
1.镀层的安全厚度
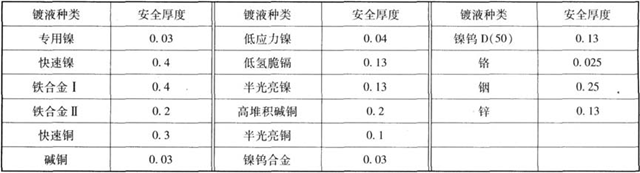
安全厚度是指在镀层质量的各项性能指标都得到保证的条件下,一般所能镀覆的厚度。影响镀层安全厚度的因素主要是镀液成分和工艺条件。若镀覆的厚度超过安全厚度,镀层会出现粗糙裂纹、开裂、结合力下降甚至剥落。各种镀液镀覆的镀层的安全厚镀
几种刷镀液镀覆单一镀层的安全厚度
2.阳极与零件的相对运动速度
刷镀时阳极与零件之间应保持一定的相对运动速度。速度太低,刷镀电流过大时,会使镀层烧伤、多孔、粗糙、发脆;速度太高,会降低电流效率,甚至无镀层。当相对运动速度高于最佳值时,可提高电压和电流;低于最佳值时,可降低电压和电流。当阳极固定而圆柱形零件旋转时,其最佳相对运动速度与转速的关系
3.工作电压与电流
工作电压是刷镀工艺的一个重要参数。每种镀液都推荐了适用的电压范围,但在刷镀时不能简单地取中间值,应根据阳极大小、阳极与零件的相对运动速度、镀液温度等具体情况选用最佳电压值。通常操作时,开始镀时(起镀)电压低一些,2min~3min后升至较大值,当接近要求的厚度时,再把电压降低些。
刷镀中的电流值不作为一个可调节的独立工艺参数,在刷镀过程中它不是定值,但对电流值进行监视可以发现刷镀是否正常,阴阳极接触是否良好等问题。
4.零件和镀液的温度
镀液使用前最好加热到50℃左右。如镀液温度低,则开始可用较低电压刷镀,随零件和镀液温度升高,逐渐升高电压。
当环境温度低时,大型零件最好进行预热。