氰化镀锌层结晶细致、与基体结合力好、耐蚀性高;镀液分散能力和深镀能力好;活化能力、抗杂质能力强、稳定性高、工艺范围宽;同时,槽液的强碱性有较好的除油作用,对前处理要求不高。但镀液剧毒(0.39氰化钠即可致命),严重污染环境,因此必须加强生产管理,对操作人员加强教育和岗前培训。同时应注意镀液回收和废水处理,在工艺允许的情况下,尽可能采用无氰镀锌工艺。
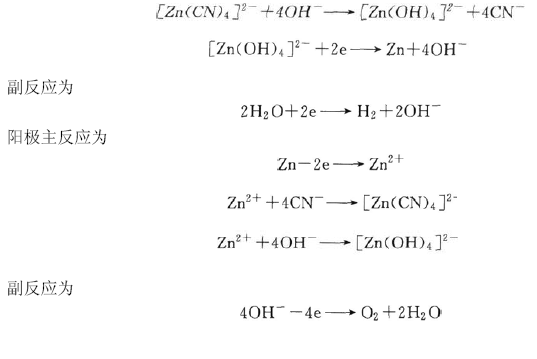
(1)氰化镀锌电极过程
氰化镀锌溶液中,锌与氰化钠、氢氧化钠形成络合物,即
ZnO+4CN一+20H一+3H20→[Zn(CN)4]2一+2[Zn(0H)4]2一
现在理论一般认为,氰化物主要起稳定锌酸盐作用,同时也起添加剂作用,增加阴极极化,而主要不起络合作用,尤其在中低氰镀锌中,更是如此。因此认为氰化镀锌溶液电镀时阴极主反应为
(2)氰化光亮镀锌工艺规范
根据配方中氰化钠含量,氰化镀锌分为高氰、中氰、低氰和微氰4种类型。目前,高氰镀锌已很少使用,微氰应用也较少,一般采用中氰或低氰。由于低氰镀锌具有高氰镀锌的所有优点,而且电流效率提高约5%,维护费用降低24%左右,废水处理费降低1/4~1/2,因此尤以低氰使用最普遍,而且近年来国内开发了多种氰化镀锌光亮剂,可获得高光亮的镀层。
氰化镀锌典型基础配方

氰化镀锌工艺规范
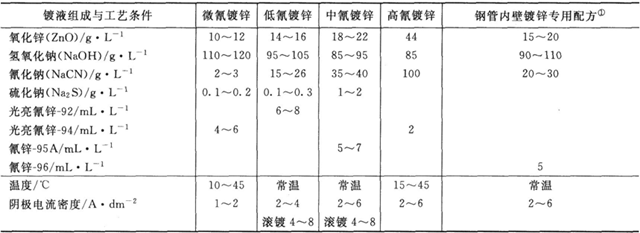
①济南鲁宏电镀厂专利配方。
注:光亮氰锌-92、氰锌-96为武汉风帆技术公司产品;光亮氰锌一94、氰锌-95A为上海永生助剂厂和钱桥助剂厂联合研制。
2)镀液的配制
配制氰化物镀液一定要按照毒物安全操作规范,戴好防护用品,同时开启通风装置,以防中毒。
首先,将计算量的氢氧化钠和氰化钠倒入槽中,加总体积1/4左右的水,充分搅拌溶
解;将计算量的氧化锌调成糊状,在不断搅拌下慢慢加入热槽液中,搅拌至完全溶解;稀释至总体积,加入硫化钠,搅拌10min,让其充分反应,除去重金属杂质;按使用说明书要求加入光亮剂,充分搅匀;用0.5~1A/dm2的低电流密度电解处理3~4h,试镀合格后即可投入生产。
3)镀液组成和工艺规范的影响
①氧化锌提供锌离子的主盐,其含量与游离氰化物及氢氧化钠浓度有关。如果锌离子浓度高,游离氰化钠与氢氧化钠浓度低,镀层必然粗糙;另外,锌离子浓度还与镀液温度有关,槽液温度高的夏季或没有降温装置的滚镀槽,温度容易上升,宜采用较低的锌离子浓度,以增大浓差极化,保证镀层光泽度和镀液的分散能力。因此在表4-2的工艺规范中,应根据季节适当调整,冬天取上限,夏天取下限,春秋取中间值。
②氰化钠 高、中氰镀液中氰化钠是主络合剂,在低氰镀液中氰化钠的存在对改善镀液
和镀层性能起着重要作用。归纳起来,氰化钠在镀液中起三种作用,即络合、导电和电极活化作用。所以镀液中游离氰化钠浓度提高,镀液分散能力提高,阴极极化增大,结晶细密,厚度均匀,还能增强镀层结合力,所以氰化钠可作为改善镀层质量的介质。氰化钠也是一种很好的导电盐,增加了镀液导电能力,在降低槽电压同时,也改善了镀液的分散能力和深镀能力。氰化钠对阴极或阳极来说,都是良好的活化剂。在阴极上,工件入槽后产生的大量新生态的氢气,是非常活泼的还原剂,氢气的逸出,既起到了机械搅拌作用,又使附于工件表面上的油脂除去,同时,,新生态的氢还可将工件表面存在的氧化物除去。因此如果前处理质量不高,会看到阴极上有大量氢气逸出。氰化钠也是良好的阳极活化剂,能防止阳极锌板的钝化。少量氰化钠的存在,对重金属杂质有络合作用,可防止其干扰,镀层纯度高、耐蚀性强。因此氰化物具有多种作用,要寻找其替代品具有一定难度。
③氢氧化钠氢氧化钠在氰化镀液中也是一种良好的络合剂,但其络合能力小于氰化钠;氢氧化钠是一种很好的导电介质,其导电作用强于氰化钠;同时氢氧化钠也是锌阳极的去极化剂,提高氢氧化钠含量,可防止阳极钝化。因此,中、高氰镀液中如果氢氧化钠浓度低于70g/L,电流效率则小于30%,镀层乌暗发灰,这是因为Zn(CN)42-转化为Zn(OH)42一,在电极上转化为Zn(OH)2放电;在低氰镀液中氢氧化钠是主络合剂,其含量与碱性锌酸盐镀锌相当,NaOH:Zn=8~10为宜,如果含量太高则电流效率下降,甚至形成海绵状镀层,阳极溶解快,锌浓度升高,造成生产效率下降。同时氢氧化钠还有减少氰化物水解的作用。
④氰化镀锌光亮剂 以镀锌作防护一装饰性镀层的小五金件等,要求镀层光亮平滑;同时,为保护环境,普遍采用低铬或超低铬钝化,为此国内外开发了一批氰化镀锌通用光亮剂,如氰锌-96、氰锌-94、CKZ-840等。
氰化镀锌光亮剂可分为无机和有机两大类。
无机光亮剂主要是硫化钠和多硫化钠,添加量为0.5~2.0g/L,每次添加0.1~0.2g/L为宜,但低氰或微氰镀液要少加,甚至不加。硫化钠加入后,起到光亮作用,使镀层结晶细致;同时硫化钠还能与铜、铅等杂质生成沉淀,净化槽液。近几年国内外报道的无机添加剂还有镍盐、钻盐、钼盐、三价铬以及碲盐和某些稀土元素,这些元素的加入能提高镀层抗蚀性能,但必须严格控制加入量,否则将产生镀层粗糙发黑、难以钝化等问题。
有机光亮剂有高分子化合物,如明胶、聚乙烯醇、聚乙烯亚胺等;有芳香醛和杂环化合物,还有最近开始使用的植酸等。但性能优越的氰化镀锌光亮剂多是组合型的,即不再使用单体,而是用两种或两种以上的化合物加成或缩聚,如采用杂环化合物(咪唑、烟酸)与环氧氯丙烷缩聚等,反应式为

杂环化合物与环氧氯丙烷的加成物在氰化镀锌中寿命较长;植酸是一种很好的电镀添加剂,在碱性锌酸盐镀锌中甚至可以替代部分氰化钠。氰化镀液中,加入0.1~0.2g/L的植酸,再配以季胺化的聚乙烯亚胺、芳香醛或杂环化合物,能形成一种良好的光亮剂。
⑤阴极电流密度 阴极电流密度与镀液含氰量、温度、槽液中离子浓度等有关。低氰镀液电流密度范围比中、高氰化镀液要窄一些,生产中选用l~3A/dm2;镀液温度高,电流密度可适当提高,反之要降低;槽液浓度高,电流密度也高;槽液有搅拌或电源有周期换向时,电流密度可开大。电流密度低,沉积速度慢,容易出现阴阳面,光泽欠佳;电流密度过高,凸出部分易烧焦。
⑥温度 底于10℃,镀渡屯导率和允许也流密度降羝,沉积速度渡熳,高于4D℃,氧
化钠易分解,光亮裁和氰化镦消耗增多,阴极极化降低,结晶粗糙.
⑦电流周期换向氰化镀锌采用周期换向电流(简称PR电流)时,可以加大电流密度,使
镀层均匀、结晶细致、光亮度增加,还可以降低槽液中游离氰化钠含量,分解减少;同时由于周期换向,使阳极得到活化,即使在氰化钠含量较低时,阳极也不易钝化。一般换向周期可采用阴极:阳极=15:2。
⑧阳极正确选择阳极是减少镀液故障的关键,根据锌板纯度,应该选用0号锌(纯度99.995%)或1号锌(纯度99.95%),低于这两种牌号的锌不能使用。压延锌比铸造锌阳极的杂质少,而且溶解性能好。阳极电流密度以l~2A/dm2为宜,高于2A/dm2阳极易钝化。为增大阳极面积可采用不溶性阳极如钢板或镀镍钢板作为辅助阳极,但在停镀时间长时,辅助阳极要提出,因为挂在同一极杆上的锌和铁会产生原电池腐蚀,锌溶解加快,导致镀液中锌离子浓度升高。
⑨杂质影响及排除 氰化镀锌液中由于CN~的络合能力,使部分杂质被络合,干扰能力下降。常见的干扰离子主要是Cu2+、Pb2+及Cr6+等。Cu2+的主要来源是阳极钩和阳极棒上的铜绿落到槽液产生化学溶解,其影响是使镀层在硝酸出光后产生雾状或在低电流密度区镀层发黑,一般其含量应低于0.2g/L;Pb2+杂质主要是阳极带入的,它可使阴极电流效率下降,镀层在铬酸盐钝化后出现黄色斑迹,其含量应低于0.04g/L;Cr6+是危害较大的杂质,能影响镀液深度能力、降低电流效率。
Cu2+、Pb2+杂质可以加入0.5~1g/L的硫化钠,使之生成硫化物沉淀;或通过瓦楞铁板,以0.1~0.15A/dm2低电流密度电解处理;Cr6+可先用保险粉进行还原处理,使其形成体积较大的氢氧化铬沉淀,过滤除去。
现在也有一些商品纯化剂,其组成主要是锌粉和一些还原剂,该类物质在去除金属杂质同时,还能吸附部分光亮剂分解物。
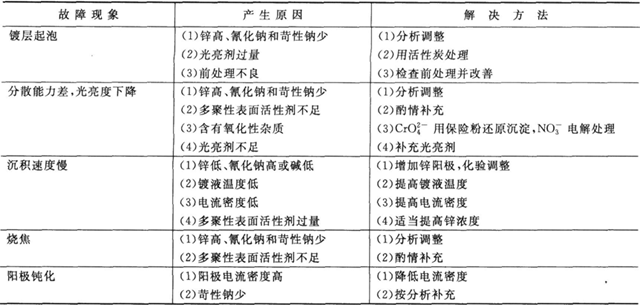
(3)氰化镀锌常见故障及解决方法
氰化光亮镀锌故障及解决方法