
碱性锌酸盐镀锌工艺是20世纪60年代发展起来的,我国仅比国外稍晚几年,但推广很快,在20世纪70年代趋于成熟。该工艺不含氰化物,废水易处理;镀层结晶细密,光泽好,分散能力和深镀能力接近于氰化镀液,适合于形状复杂的零件电镀;镀液稳定,操作维护方便;对设备无腐蚀性,可与氰化镀锌一样采用钢板焊接而成的镀槽;综合经济效益好。但锌酸盐镀锌沉积速度慢、允许温度范围窄(高于40℃不好)、镀厚超过15mm时有脆性、铸锻件较难电镀、工作时会有刺激性气体逸出,必须要安装通风装置等。
(1)电极反应
锌酸盐镀锌的电化学原理和电极反应与氰化镀锌相似。阳极反应
(2)锌酸盐镀锌液的组成与工艺规范
1)锌酸盐镀锌液的组成与工艺规范
锌酸盐镀锌液的组成很简单,仅由氧化锌、氢氧化钠和光亮剂组成,其典型工艺规范见
表4-4。
2)镀液配制
配制镀液用的氧化锌纯度要求大于98%的工业一级品。由于氧化锌常含杂质,因此配槽前,最好先进行赫尔槽试验;苛性钠要求采用纯度95%以上的固体片状或粒状碱。
配制镀液时,将计算量的氢氧化钠倒人槽中,注入总体积1/5的水(冬季用热水),迅速搅拌溶解;将计算量的氧化锌用少量水调成糊状,在不断搅拌下逐渐加到热碱液中,直到完全溶解,将镀液稀释至总体积。如果氧化锌杂质较多,待镀液冷却到40℃以下时,加入2~3g/L的锌粉,充分搅拌l5~20min后过滤;还可用0.2g/L的硫化钠代替锌粉,先溶解并稀释百倍后,边加边搅拌,静置4~8h后过滤。过滤液在阴极电流密度为0.1~0.15A/dm2下,采用瓦楞铁板阴极电解处理,时间由氧化锌纯度决定。加入添加剂即可试镀。
碱性锌酸盐镀锌工艺规范

注:DE-958厂州电器科学研究所;ZB-80武汉材料保护研究所;DPE-Ⅲ、WBZ一3武汉风帆电镀公司I KR-7河南开封电镀化工厂;WD-90A武汉大学高技术中心。
(3)碱性锌酸盐镀锌液中各成分的作用及工艺条件影响
①氧化锌氧化锌是主盐,对镀层质量有重要影响。由于锌酸盐镀液中氢氧根离子对锌离子的络合能力不高,因此阴极极化较弱。为此,采用降低氧化锌含量,提高氢氧化钠含量的办法进行弥补。通常将氢氧化钠与氧化锌的比值控制在10左右。镀液中氢氧化钠一般为120g/L,所以挂镀时氧化锌的浓度一般采用l0~12g/L,滚镀稍低,8~10g/L为宜。锌含量适当提高,电流效率提高,但分散能力和深镀能力降低,复杂件的尖棱部位镀层粗糙,容易出现阴阳面;含量偏低,阴极极化增加,分散能力好,但沉积速度慢。
②氢氧化钠氢氧化钠是锌的络合剂,同时又是阳极去极化剂和导电盐,兼有除油作用。氢氧化钠含量适当提高,镀液导电性好,分散能力和深度能力提高,阳极不易钝化。但如果用量过高,阳极化学溶解加速,镀液中锌离子浓度升高,造成主要成分比例失调,同时阴极
电流效率下降,光亮剂消耗增多。
③添加剂添加剂是保证锌酸盐镀锌质量的关键因素,没有添加剂的基础液只能得到海绵状镀层。目前锌酸盐镀锌的初级添加剂主要是环氧氯丙烷与有机胺的缩聚物,加入到镀液后,能在很宽的电位范围内于阴极表面上发生特性吸附,从而提高阴极极化,细化结晶,提高镀液分散能力和深镀能力。
锌酸盐镀锌添加剂代号及所用有机胺名称
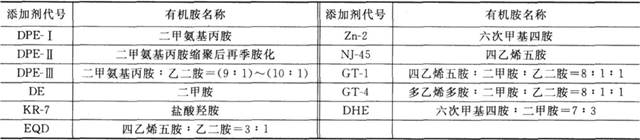
添加剂相对分子质量大小及其分布对镀层质量影响很大。相对分子质量大,光亮效果好,但镀层脆性增大。为使镀层既光亮又不产生脆性,常常将两种或两种以上具有不同碳链长度的有机胺进行合理配比再与环氧氯丙烷反应。将环氧氯丙烷与有机胺的缩聚物再进一步季胺化或酯化,效果会更好,即使不加入其他光亮剂,也能得到较光亮的镀层。如DPE-Ⅱ的使用效果远好于DPE-I和DPE-Ⅲ。
为得到光亮镀层,需同时加入一些醛类光亮剂、混合光亮剂等,如单乙醇胺、三乙醇胺与茴香醛的混合物。常用的碱性锌酸盐镀锌光亮剂有香草醛、茴香醛、ZB一80、KR一7等。光亮剂添加要适量,含量过高,镀层脆性增大,所以在实际应用中,光亮剂常采用少加、勤加的方法,使其控制在工艺范围内。
④温度 锌酸盐镀锌槽液的最佳温度为l0~35℃,加入好的光亮剂可在45℃较高的温度下获得光亮镀层。但温度高,光亮剂消耗大,槽液中锌离子浓度容易上升,镀液稳定性变差,分散能力和深镀能力降低。滚镀槽最好加装冷却装置。
⑤电流密度 电流密度与镀液的浓度和温度密切相关,镀液浓度和温度升高,电流密度可适当提高。温度低时,镀液导电能力差,添加剂吸附强,脱附困难,此时不能用高电流密度,否则会造成边棱部位烧焦,添加剂夹杂,镀层脆性增大、鼓泡;温度高时,添加剂吸附弱,极化降低,必须采用较高的电流密度,以提高阴极极化,细化结晶,防止阴阳面。对于挂镀,如果阴极静止,电流密度要小;如果采用阴极移动,电流密度可增大。对于滚镀,滚筒转速快,开孔率高时,电流密度可适当开大。
一般地,镀液温度低于20℃时,电流密度采用1~1.2A/dm2;20~30℃宜采用l.5~2A/dm2;30~40℃宜采用2~4A/dm2。
⑥阳极锌酸盐镀锌因不含络合剂,所以对杂质更敏感。因此使用的锌板纯度应当比氰化镀锌高,建议采用0号锌锭,最好用耐碱的涤纶布隔离,以免阳极泥渣进入镀液而出现毛刺。阳极面积应与阴极镀件相适应,为避免多挂锌阳极引起镀液中锌离子浓度提高,可挂钢板或镀镍钢板等不溶性阳极。
为避免镀液中锌离子浓度过高,在不生产时,应将锌阳极从镀液中提出。
⑦阴极与阳极的相对位置及电极的排布 极间距离太近,凸部易烧焦,凹处却发暗。一般增大阴极和阳极间的距离,有利于金属的均匀分布,电镀复杂件时电极间的有效距离要保持200~250mm。
为防止电力线集中,产生“边缘效应”,阳极的布局应是中间密,两边疏,槽两端要留出100~150mm的空位,而阴极杆上要挂满。为避免挂具下端零件烧焦,阳极总长度要比挂
具短100~150mm。
⑧杂质及其排除锌酸盐镀液中的杂质包括无机杂质与有机杂质。
无机杂质主要是Cu2+、Pb2+。Cu2+杂质主要来源于挂具和极杆,一般槽液中Cu2+不得大于l5mg/L。少量的Cu2+杂质会影响钝化膜的色调,稍高会使钝化膜发雾,再多时,硝酸出光后就发黑。Cu什杂质可以用低电流密度电解处理,也可用锌粉或碱性镀锌除杂剂处理。
Pb2+主要来源于锌阳极,镀液中铅含量应控制在2mg/L以下。Pb2+对锌镀层的影响比Cu2+大,特别是滚镀,浓度较高时会导致锌镀层不沉积。如果把这种镀液用赫尔槽试验,有可能镀层正常。Pb2+杂质多,挂镀时在稀硝酸出光后,镀层出现黄褐色,低铬钝化后膜层出现黄的干扰色,不能得到蓝白色调。Pb2+可用低电流密度电解处理,或用碱性镀锌除杂剂及CK-778处理。
Fe2+高于50mg/L时,对镀层质量也有影响,可与Cu2+、Pb2+杂质同时除去。
苛性钠中含碳酸钠,吸收空气中的二氧化碳也使镀液中碳酸钠含量升高。碳酸钠小于60g/L时几乎无影响,超过80g/L将导致内阻增加,温升加快,电流密度上限值降低。碳酸钠在5℃以下时有结晶析出,冬季利用节假日过滤清除。南方可用熟石灰或氢氧化钡沉淀。
有机杂质主要是添加剂和光亮剂的分解产物以及前处理后带入的油脂,它们可使镀层发雾发花,严重时给镀层带来脆性。有机杂质去除比较简单,每月或每季度用1~5mL/L双氧水处理后,再用3~5g/L活性炭处理,静止后过滤去除。
(4)锌酸盐镀锌常见的故障及排除方法
锌酸盐镀锌常见的故障及排除方法
