
固定槽是储存溶液的容器,它是电镀车间中主要的工艺设备。不同的电镀方式如挂镀?滚镀和浸镀等都离不开固定槽。所有的电镀工艺如化学镀、氧化、磷化和镀前处理的清洗、中和、化学抛光、电化学抛光、酸洗、除油,以及镀后处理中的出光、钝化、着色、清洗{等,也都是在固定槽中进行的。
固定槽的
结构
固定槽结构主要包括槽体、槽液加热装置、槽液冷却装置、搅拌装置和导电装置等。
(1) 槽体
槽体也称为槽身或槽壳,是整个固定槽的主体。槽体有时直接盛装溶液,有时作衬里酶基体或骨架。对槽体的基本要求是不渗漏并具有一定的刚度与强度,以免由于槽体变形过犬{造成衬里层的破坏。制作槽体的材料可用钢板、硬聚氯乙烯板、聚丙烯板等,也有的使用钛{板,小型槽体还可以用有机玻璃板制作。具体使用的材料可根据储存溶液的性质和材料供应情况来选择,同时应考虑经济效益。其中用钢板焊接制成的固定槽,由于具有在碱性溶液中耐腐蚀、材料供应充足、价格低廉、坚固耐用、结构成型容易等特点,所以在电镀车间中应用较多。这种固定槽如需盛放腐蚀性液体,可加耐腐蚀衬里。硬聚氯乙烯塑料槽,耐腐蚀性能较高,可直接盛放多种液体,在溶液体积较小、操作温度较低的情况下使用较为广泛。
槽壁的厚度视材料的强度而定,原则上应与槽体尺寸大小成正比。对于钢板槽,一般长j度在lm以内的固定槽,壁厚在4mm左右;长度在1~2m之间的固定槽,壁厚为4~8mml,长度在2m以上的固定槽,壁厚采用6~10mm。但不应过多增加壁厚,以免槽体过分笨重,I通常可以采用槽体加固的方法。槽体加固必须达到如下要求:当固定槽盛满溶液后,仍保掩足够的刚性,不能有显著变形。因此,多采用在槽沿焊接一圈角钢,或在槽腰再焊接一圈角钢或槽钢的方法进行加固。槽沿上的焊缝必须进行仔细连续焊接,而下边的焊缝则允许使用{间歇焊接。钢槽槽底应距地面100~120mm,以防腐蚀。
槽体的尺寸,根据工艺方面的实践,已逐渐趋于规格化,在一些设计手册中可以查到。
常用矩形固定槽的尺寸规格
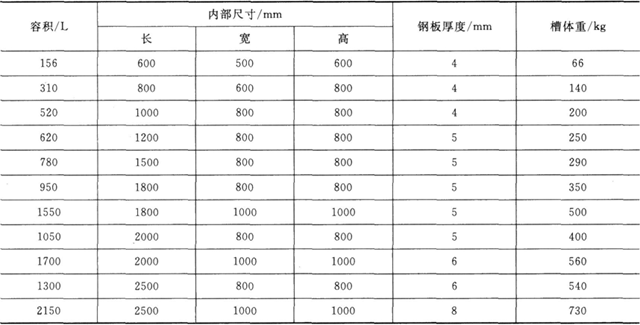
在选择槽体内部尺寸时,既要满足产量上的需求,又要保证可以容纳最大的零件。
首先根据车间生产纲领、工作制度、每天净生产时数等计算出镀槽的负荷,估算出每根极杆的长度,然后确定槽体的内部尺寸。
槽体尺寸的计算公式为
L=l+2*l1
式中L——槽体长度,mm;
l——吊挂镀件总长度,mm;
l1——镀件距槽边的距离,mm。
如果采用阴极移动,再加上阴极移动行程50~150mm。
B=b+b1+b2
式中B——槽体宽度,mm;
b——镀件宽度,mm;
b1——阳极板厚度,mm;
b2——镀件与阳极之间的距离,一般大于150mm。
如果考虑加热管或冷却管,应考虑加热管管道的直径及管道与阳极之间的距离50mm,管道与槽壁的距离50mm等因素。
H=h+h1+h2+h3
式中H——槽体高度,mm;
h——镀件高度,mm;
hl——镀件最高点与液面的距离,一般为20~50mm;
h2——镀件最低点与槽底的距离,一般为150~300mm;
h3——液面与槽沿的距离,一般为l00~200mm。
计算出槽体内部尺寸后,再按表8-3规格化。如需要槽衬,则尺寸应适当加大。