
根据所在车间的涂装设备和被涂漆的客车车身的状态,客车沫装工艺可分为高温烘干和低温干
燥(或白干)两个涂装体系。前者选用轿车生产线用OEM系列汽车烘烤型涂料,适用于具备烘干设备的
涂装车间和能经受高温(120~140 oC)烘干的车身涂装。后者选用轿车修补用涂料,一般为双组分系
列涂料,适用于无高温烘干条件的场合和不能承受高温烘干条件的车身(如已安装在底盘上,即带轮
胎、发动机总成的车身或由于车身结构原因,经高温烘干会产生变形的车身)的涂装。在执行工艺过
程中应注意下列工艺要点。
a.刮腻子和涂中涂。在大量流水生产,高质量的车身涂装过程中在底漆层上就直接喷中涂(或按
需要在涂中涂前进行检查性的钣金修饰和用细砂纸打磨一下)。可是在我国客车生产中模具化差,钣
金件的质量和装配性差,还不可避免要刮腻子。刮腻子仅改善外观装饰性,而对涂装的其他性能是有
害无益,因而应尽可能少刮。
现市售的原子灰(不饱和聚酯腻子)和水性腻子的施工性能均优于传统用的石膏腻子、油性灰腻
子和环氧腻子,因而在客车涂装中获得广泛应用。原子灰的固化速度快。刮后几十分钟甚至几分钟就干硬,能打磨,对钢板的附着力很好,机械强度高,不易开裂和脱落.是低温固化(白干)涂装体系的比较理想的腻子。但仅与干透的阴极电泳漆和环氧树脂底漆(双组分或烘烤型)的配套良好,如果底漆质量差或未干透,原子灰易将底漆咬起,从钢板上剥离下来 为减少腻子层在固化过程中的体积收缩,原子灰虽能厚涂,但应分几次涂刮为好。原子灰的单价贵。应尽量少留打磨余量。
水性腻子由乳胶液、填料和助剂组成。涂刮后随水分的挥发,乳胶粒子在助溶剂的作用下粘接成
膜,高温烘烤促进水分挥发,使乳胶粒子软化,粘接得更紧密,其物理力学性能更好。—般以110—140 qc烘干为好,烘温过高聚合物分解,低于100 水分挥发不完全,水性腻子适用于高温烘干涂装体系。水性腻子的优点是便宜、易施工、易打磨、毒性小,与环氧腻子和原子灰相比,腻子层疏松。较好的施工方法是分几次涂刮(薄而多道),每层干燥、打磨后刷涂底漆渗透,增强腻子层。并应注意与面漆的配套,因水性腻子层易使面漆层出现气泡。
为封闭底涂层及为面漆创造平滑且结合力良好的底层,增强面漆层的光亮度、鲜映性和丰满度,采
用“湿碰湿” 工艺喷涂一层干膜厚度为35~45“m的中涂层。用刮快干腻子和细砂纸湿打磨等方法消
除中涂层显现出来的涂层缺陷。填堵中涂上的砂眼和不少纸纹所用的快干腻子,应选用丙烯酸快干腻
子,不宜用硝基腻子。因其日久收缩,仍会有斑印。在涂底漆或中涂后车身内表面喷涂防声、防裂阻尼涂料,以提高车身的舒适性和耐蚀性。
b.面漆和彩条涂装工艺。由于客车的面积大,涂一种颜色较单调,一般涂两种以上颜色,因而面漆
层可细分为基础主色和彩条色两种,一般先喷主色面漆,后再喷涂彩条色面漆。如果两种颜色靠在一起或较接近,则需喷涂一种颜色彩条干燥后才能喷涂另一种颜色彩条。如果有4—5种颜色,需烘2—3
次,这样既费时又费能源。为节能和提高工效,在高温烘干涂装体系场合,主色面漆可选用烘烤型,彩条色面漆可选用双组分的烘干面漆,有的选用粘贴型彩条及标志。在喷涂闪光色面漆、采用底色漆加罩光工艺的场合,可探索主色底色漆喷涂、晾干达表干后,就喷彩色底色漆,最后整个表面清理净,喷涂罩光清漆后一道烘干
两色的交界线,除被装饰条覆盖的外,应平直,不应有锯齿,应选用优质的胶带遮盖。
由于客车车身的垂直面大,外观装饰性要达到中、高级轿车水平虽有一定的困难,可是通过精工细
作,确保底涂层的质量(平整度、粗糙度)和中涂、面漆层的厚度且均匀,应达到下列指标。
鲜映性0 5以上(轿车车身水平面0 8—1.0,垂直面0 7以上)雾影值 80以下光泽(20。)82以上桔皮 无小桔皮,目测舒适面漆层膜厚(“m)本色35—50,闪光色45—60(其中底色1O~I5;罩光35—4.5)。中涂、面漆和彩条的喷涂质量与所用涂料的性能(如抗流挂性、施工粘度、施工固体分等)、喷涂工具、喷涂环境、条件和操作人员的熟练程度等有关,应做最佳的选择。
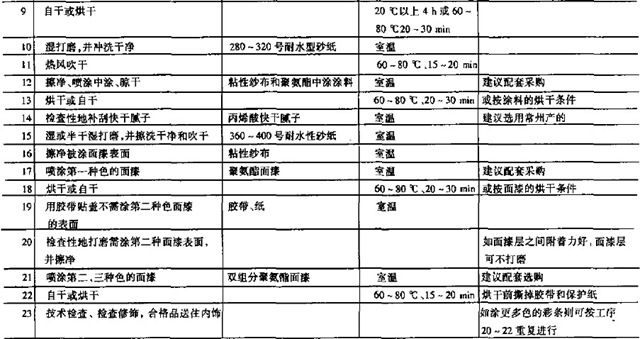
漆前表面处理、浍阴极电泳底漆工艺流程

小批量(3 000辆/年以下)镀锌钢板客车车厢、厢式车车身的涂装工艺流程(推荐方案)
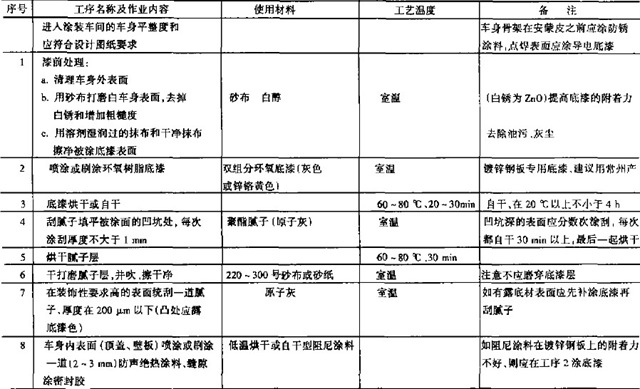
注:1.工序4,刮腻子的次数和厚度取决于被诛表面的平整度及腻子品种。为提高诛层质量,降低诛装成率和提高工敢.应依靠技
术进步,提高冲压焊装工艺水平,提高车身赦涂撩面的平整度,力争少刮或不刮腻子。
2.上推荐工艺所进用的中涂、面漆系双组分聚氨酯型.能低温烘干或白干,适用于无烘干条件或带底盘(发动机、车桥和轮胎)
的客车车身的诛装。如果车身能耐高盈烘干不变形,则可选用价格便宜的高温烘干{l20—140℃20—30 rain)型中涂(如环
氧、蒙酯系列中涂J、面荣仨:聚氰氨树脂或丙烯酸树醣面埭)。
3.上述推荐工艺仅供参考.需根据所选用的配套涂料的施工性能和现场舶施工条件修改补充。