
文摘 介绍新涂装线前处理剂、阴极电泳漆的选择方法和性能评价结果。经各种性能试验:五种漆前处理剂,除E产品不满足要求,D产品性能价格比不占优势,其它产品性能基本相当;四种阴极电泳漆漆膜耐蚀性、机械性能都较优异,G、I漆综合性能略占优势。
1.引言
为提高航天汽车的涂装质量,公司新建一条连续通过式涂装生产线,用于航天新车型涂装。为配合新线开通,根据国内汽车涂装材料的发展现况及汽车厂使用情况,选择多家产品进行性能评价试验,提供新线选材的技术依据。主要介绍漆前处理剂和阴极电泳漆的选择方法和性能评价结果。
2.漆前处理剂、阴极电泳漆的选择方法
2.1确定选材原则选材时考虑多种方案,其原则是以能与新涂装线工艺、设备兼容为前提,根据航天车涂装质量技术要求及国内轻型车涂装发展水平,综合考虑质量(产品质量、服务质量)及其保证体系、综合成本(材料、运行、三废处理)、供货保障、涂装材料的发展趋势等方面情况,选择几种产品进行平行交叉配套试验。
2.2预选方案
2.2.1选材程序根据航天汽车档次、价位确定下述选材程序:
a.合资企业的产品;
b.引进先进制造技术的产品;
c.国有企业的产品。
2.2.2漆前处理剂预选方案根据车身材质、新线采用浸喷结合的磷化工艺及阴极电泳漆对磷化膜的质量要求,选择5种低锌的Zn-Ni-Mn三元体系中低温快速磷化液进行性能评价试验,文中分别以ABCDE代号表示。(ABD为合资企业产品,C是引进技术,E为国有企业产品)。
2.2.3阴极电泳漆(CED)预选方案国内可供选用的有不同档次的薄膜、中厚膜、厚膜的阴极电泳漆。根据新线采用二涂层体系,阴极电泳按PPG体系的CED设计,又是多种车型混线生产,电泳漆膜厚度要求不同,考虑到国内有自行开发的CED不能满足航天车身涂装质量要求,不予选用,选择合资和引进技术生产的PPG系列的厚膜、中厚膜CED各两种进行性能评价试验,文中分别以GHIJ表示。
2.3估算漆前处理、阴极电泳的投槽费用和单台车涂装成本。
2.4根据选材原则,综合考虑各方面因素最终确定配套厂家。
3.性能评价试验
3.1试样材料SPC冷轧钢板(δ=1)。
3.2试验方法
3.2.1考虑到磷化膜与阴极电泳漆的配套性,在对漆膜性能评价时,采用交叉配套试验方法,试样采用下述编号原则。
3.2.2常规性能测试按标准方法和规范进行,其它性能按我所制定的标准方法进行。
3.2.3考虑到新线纯水制备能力有限,漆前处理剂评价试验分两轮进行,第一轮用蒸馏水配制表调液、磷化液,第二轮用工业水配制。
3.3性能评价要点
3.3.1对漆前处理剂的要求
3.3.1.1磷化液
a.所得磷化膜外观应灰色均匀,呈细密颗粒状结晶(晶粒度<5μm),膜重2 0~3 0g/m,高P比(>85%)耐碱性好,与所选用的阴极电泳漆配套性能优良(附着力、耐蚀性、耐石击性、杯突、耐湿热性);
b.磷化液处理量大,产渣量小。
3.3.1.2脱脂剂
a.脱脂效果好;
b.泡沫低易清洗;
c.有一定缓蚀防锈功能。
3.3.1.3表调剂
a.胶体钛活性高;
b.表调液陈化稳定性好,寿命长;
c.抗硬水能力好。
3.3.2对阴极电泳漆的要求
3.3.2.1涂膜性能
a.外观应平整光滑,展平性好(表面粗糙度Ra低,展平率高),利于提高面漆鲜映性;
b.膜厚应达到工艺要求且稳定;
c.耐腐蚀性优(耐盐雾性、耐复合循环腐蚀性);
d.机械性能优(附着力、二次附着力、杯突、耐石击性、冲击、柔韧性等)。
3.3.2.2施工性能
a.同一泳涂条件下泳透力越高越好;
b.加热减量越少越好,利于环保及烘房清理并提高电泳漆涂着效率;
c.有机溶剂含量在保持槽液稳定前提下越低越好,利于环保;
d.正常生产时,不添加各种添加剂也应保持槽液稳定;若因故障停止搅拌,沉淀应易搅起;
e.漆膜烘干温度低,时间短利于节能;
f.航天车采用二涂层体系,要求其对面漆泛黄性影响越小越好;
g.与面漆配套性好。
4.试验结果与讨论
4.1磷化膜
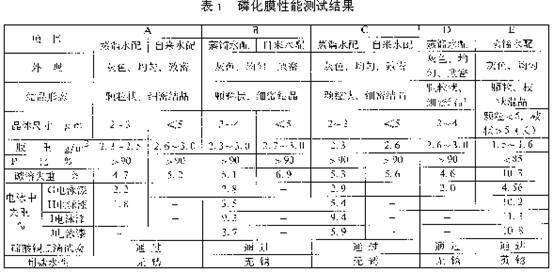
磷化膜性能见表1。
不论用蒸馏水还是工业水配制槽液,ABCD四种磷化膜均呈致密颗粒状结晶,其性能都能满足阴极电泳漆对磷化膜的质量要求;用工业水配制表调液所得磷化膜其晶粒较用蒸馏水配制的大,且随表调液配制时间的延长其晶粒增大趋势大于蒸馏水配制的表调液,致密度降低也快,因而实际生产时须注意表调液的搅拌与更新,可采用补加溢流排放措施以保持表调液的活性。
E磷化膜膜重偏低,磷化膜含有较多的Zn3(PO4)2·4H2O结晶,P比低,导致磷化膜耐碱性差,电泳中失重也高,影响电泳漆膜的耐蚀性且造成电泳槽液杂质离子增多。
4.2前处理工作槽液施工性能
前处理工作槽液施工性能见表2。

4.2.1脱脂液
四种脱脂液脱脂效果均能满足要求,对钢材都有缓蚀防锈功能,但泡沫性存有差异,A、D泡沫少易清洗;B、C泡沫多消泡慢。
4.2.2表调液
a.用工业水(硬度大于300PPm)配制表调液,四种表调液均产生絮凝状沉淀,其中C表调液沉淀量最少,其抗硬水能力较强;
b.用工业水配制表调液,配制浓度较用蒸馏水配制高出1倍左右,寿命也有所降低;
c.B表调剂总含钛量不低,但其胶体钛活性较低,且陈化稳定性较差,导致表调液寿命较低。
4.3阴极电泳漆阴极电泳漆施工性能见表3(阴极电泳漆漆膜性能测试结果表略)。
4.3.1四种电泳漆膜性能基体上差异不大,其中:J漆漆膜平整度、耐石击性稍差;I漆耐复合循环腐蚀性稍差;H漆杯突、柔韧性稍差。
4.3.2四种阴极电泳漆施工性能存有差异,从中反映出不同代CED的差异。
a.J漆泳透力较低,有机溶剂含量较高,槽液稳定性、膜厚保持性稍差,漆膜烘烤时易黄变;
b.G漆槽液稳定性好、泳透力高、有机溶剂含量低、施工电压宽但加热减量较高;
c.I漆泳透力高、加热减量低、烘烤温度低,但膜厚保持性稍差,对设备和管理水平要求较高;
d.H漆槽液稳定性好、膜厚保持性好;但加热减量较高且烘烤时油烟大,漆膜易黄变。
4.3.3四种电泳漆与不同厂家不同品种八种面漆配套后,其附着力均达到要求,鲜映性大都可达到0.6~0.7(具体试验结果本文略);4种电泳漆膜对白色面漆烘烤后均无肉眼可见的泛黄影响。
5.结束语
5.1漆前处理剂:E产品不能满足航天车身涂装质量要求,不予选用;其它产品性能基本相当,略有差异,但D产品性能价格比不占优势。
5.2四种阴极电泳漆虽属不同档次的CED, 但漆膜耐蚀性、机械性能都较优异,这也是目前阴极电泳漆的共同特点,但在施工性能方面则存有一定差异,反映出CED的发展趋势;比较而言,GI漆综合性能略占优势。
5.3最后需强调指出的是,为确保漆前处理和阴极电泳涂装质量,选择性能价格比高的涂装材料固然重要,而供应厂商的服务质量也不容忽视。