涂装前处理工艺
涂装前处理的功能:一是清除掉被涂面的一切污物,获得涂 装所需的洁净表面;二是按需要使洁净的金属表面经化学处理获 得一薄层转化膜(如磷化膜,钝化膜等),以提高涂层的附着力 和耐腐蚀性。电泳涂装前一般都采用磷化处理工艺。耐蚀性要求 低的室内用金属制品,电泳涂装前一般采用铁盐磷化处理工艺; 耐蚀性要求高的室外用金属制品,电泳涂装前一般采用锌盐磷化 处理工艺。

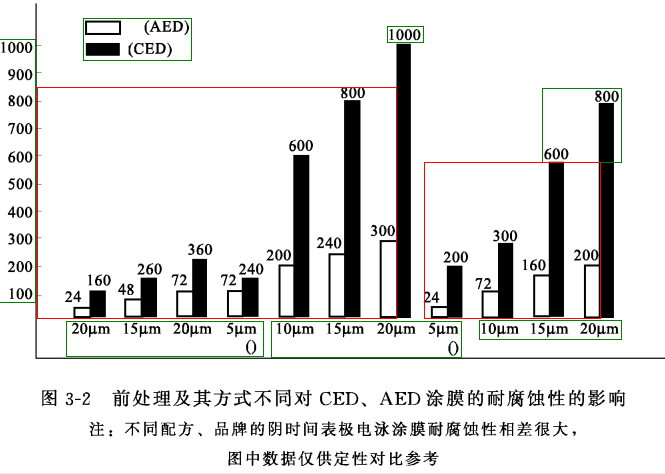
涂装前处理方式有喷淋(spray)方式和浸渍(dip)方式,不 同的处理方式对清洗效率、磷化膜的组成及结晶形状,甚至对与电 泳涂膜配套后的附着力和耐腐蚀性都有较大的影响。浸渍处理方式 所得磷化膜的磷酸二锌铁含量高、致密,因而其耐蚀性、涂膜附着 力优良。喷射处理方式所得磷化膜的磷酸锌含有率高,结晶成针状 且粗(见图3-1),因而其耐蚀性较浸渍处理方式差,这也是汽车 车身涂装生产线几乎都变更成浸渍处理方式的主要因素之一。不同 前处理及处理方式对磷化膜特性的影响见表3-2;对电泳涂膜的耐 腐蚀性的影响见图3-2。

选定何种处理方式要根据被涂物的形状结构,在涂装过程中的 装挂输送方式和生产作业性等综合判断。
工件外形结构复杂(有缝隙空腔)和耐蚀性要求高的金属制品 (如汽车车身、洗衣机外壳等)采用阴极电泳涂装时,应采用锌盐 磷化处理且采用浸溃式处理方式,以获得P比较高、与阴极电泳 配套较好的磷化膜。
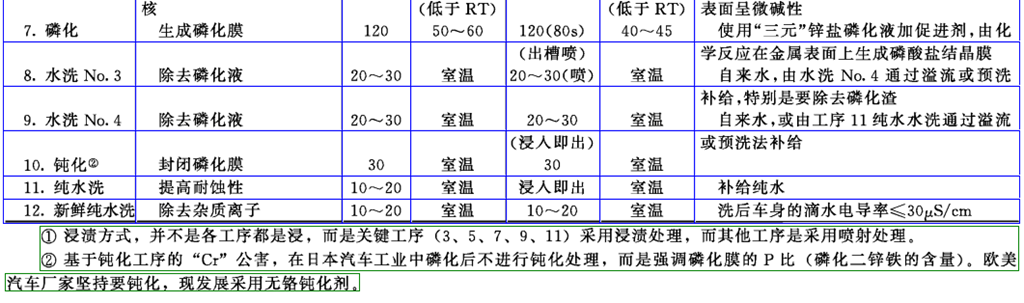
在工业涂装中最典型的金属涂装前处理、磷化工艺见表3-3。