
涂装前处理工艺管理
(一) 前处理的管理
前处理的目的是在被涂物金属面上形成致密的磷化膜。使1〜 3g/m2的磷化膜与阴极电泳涂装配套后保护金属面10年以上不生 镑成为可能。前处理是微型的化学处理,要得到优质稳定的质量, 必须要有高自动化、智能化、优质的设备和科学的工艺管理。
(二) 影响前处理的主要因素
1.生产台数的变动
前处理(特别是磷化处理)的化学反应生成结晶膜,因而要根 据处理面积设定药品浓度。随处理面积变动槽内的药品浓度产生变 化,超出设定范围的场合就会处理不良。
2•油量的变动
为冲压成形和除去钢板表面的尘埃、颗粒使用洗净油(拉延油 兼用)的油量变动、品种的变更,而影响脱脂能力的变化。
3.锌钢板和铝材的变动
普通钢板和镀锌钢板、铝材的比率有大的变动后,磷化膜的结
晶产生变化。
涂装生产线经常产生条件变化,要对前处理不产生影响,就需 进行必要的管理。关于上述3项,有可能生产线现场管理者解决不 了,则在变动前,应与药品供应厂商对影响因素进行充分探讨,决 定对策。
四、生产线管理
现代化的前处理生产线管理从处理液的浓度和药品、水的补 给、温度管理到生产线启动等,几乎是自动化的。以前周六、周日 和长期休假后的第一天,100m3左右的处理液槽的升温,需提前 2〜3h加热。现今采用计算机和功能强、精度髙的控制阀,借助计 时器控制,冬季提前加热就可实现自动化。为保险还是人工与自动 控制并用。
前处理是涂装工程的入口,如因故障停线,则立即影响前后生 产线的生产、造成停产。在生产节拍为60s/台的生产线上,“突 停”(生产线停1〜2min)就会造成生产线混乱。所以努力防止生 产线停止是件大事。
前处理的日常管理要点如下。
前处理的日常管理前处理的质量起决定性作用,因而要求高精 度的管理。现今在现代化的轿车车身前处理上多采用自动管理系 统。可是,常发生故障和失误,完全无人工管理还很难实现。
1.前处理工艺的日常管理(全浸处理方式)
以轿车车身的前处理线为例。
生产规模:15000台/月。月时基数:350h/2班,负荷系 数:95%。
白车身的清扫:为防止焊装后的白车身将尘埃、颗粒带入涂装 工程中,对白车身必须进行清扫。用吹风枪及吸尘器或髙压水枪除 去焊接的飞溅物,焊口打磨灰(铁粉)等。
2.前处理工艺的日常管理基准
前处理管理基准
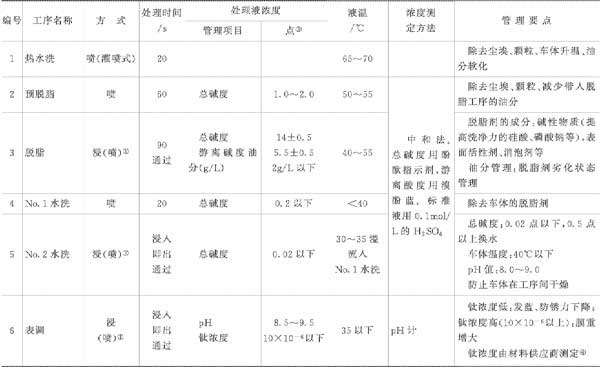

① 脱脂、磷化槽出口安设1〜2排喷嘴,喷槽液,也可预喷水洗工序No. 1或No. 3的清洗水,目的是除去表面的附着物,防止到 水洗之间车身干燥。
② 水洗或纯水洗槽口安设1〜2排喷嘴。喷新鲜的自来水或纯水,提高清洗效果(与向槽中直接补水法相比),防止车身在沥水段干燥。
③ 在酸、碱中和滴定测浓度时,10mL消耗lmLO. lmol/L标准液(H2S04*Na0H水溶液)为1点。
④ 测定方法随药品不同而异。
带入量的管理值:100g/台以下。用吹风枪吸尘器或高压水枪等的 机械除尘法很难完全除净,铁粉等的带入常成为涂装颗粒(麻点)。据 介绍:造成电泳涂膜尘埃缺陷的灰尘87%为金属粉尘(白车身带来的 40〜250fxm的焊渣、切削粉),因此须彻底清理,减少带入量。