
除油脱脂
金属工件在进行磷化处理之前,首先要除去工件表面的油 脂、污物和锈。
工件表面的油污含动植物油和矿物油,动植物油又称为可 皂化油,用热的碱液就可以进行皂化并除去,而矿物油(工件 上的防锈及拉延油等)不能进行皂化,只能靠清洗液的机械冲 刷及清洗液中的表面活性剂(乳化剂)乳化并分散到清洗液 中。因此良好的金属清洗剂包含碱性物质及表面活性剂。碱 性物质又包括强碱型和弱碱型,清洗剂中采用了强碱型物质,
虽然对脱脂具有较好的效果,但在金属表面上会产生钝化,而 使下一步磷化处理难于进行,磷化前必须用表面调整剂进行表 调。对含铝、锌的工件,建议不要采用强碱型清洗剂。
除油后的工件如果表面有锈,要进行除锈。少量的锈可在 除油之前用砂纸打磨除去,大量的锈必须采用酸洗除去。酸洗 剂一般采用无机酸,如盐酸、硫酸、磷酸加缓蚀剂配制,加一 些非离子型表面活性剂可配成除油酸洗二合一工作液。如采用 盐酸或硫酸酸洗除锈,经水洗、中和,磷化之前必须进行表面 调整,采用磷酸则可不需表调。
除油脂的目的在于清除掉工件表面的油脂、油污,包括机 械法、化学法两类。机械法主要是:手工擦刷、喷砂抛丸、火 焰灼烧等;化学法主要是:溶剂清洗、酸性清洗剂清洗、强碱 液清洗、低碱性清洗剂清洗、溶剂乳化清洗等。以下重点介绍 化学法除油工艺。
1.强碱液清洗
强碱液除油脂是一种传统的有效方法。它是利用强碱对动 植物油的皂化反应,形成溶于水的皂化物,达到除油脂的目 的。纯粹的强碱液只能皂化除掉动植物油脂而不能除掉矿物油 脂。因此人们通过在强碱液中加人表面活性剂,一般是磺酸类 阴离子表面活性剂,利用表面活性剂的乳化作用达到除矿物油 的目的。强碱液除油脂的使用温度都较髙,通常大于80°C。 常用强碱液清洗配方与工艺如下:
氢氧化钠 5%〜10%
硅酸钠 2%〜8%
磷酸钠(或碳酸钠) 1%〜10%
表面活性剂(磺酸类) 2%〜5%
处理温度 >80摄氏度
处理时间 5 〜20min
处理方式 浸泡、喷淋均可
强碱液除油脂需要较高温度,能耗大,对设备腐蚀性也大, 并且材料成本并不算低,因此这种方法的应用正逐步减少。
2.溶剂乳化清洗
乳化液一般由有机溶剂、表面活性剂和水组成,其工作液 一般为乳白色乳液。它利用有机溶剂溶解油脂,表面活性剂乳 化油脂,因此,除油速度较快。
乳化清洗一般总有一些残留薄油膜,如果作为涂装,还需 用碱性清洗剂再洗一次,如果用于防锈目的时,可直接存放。
3.低碱性清洗液清洗
低碱性清洗液是当前应用最为广泛的一类除油脂剂。它的 碱性低,一般pH值为9〜12,对设备腐蚀较小,对工件表面 状态破坏小,可在低温和中温下使用,除油脂效率较髙,特别 在喷淋方式使用时,除油脂效果特别好。
低碱性清洗剂主要由无机低碱性助剂、表面活性剂、消泡 剂等组成。无机型助剂主要是硅酸钠、三聚磷酸钠、磷酸钠、 碳酸钠等。其作用是提供一定的碱度,有分散悬浮作用,可防 止脱下来的油脂重新吸附在工件表面。表面活性剂主要采用非 离子型与阴离子型,一般是聚氯乙烯类和磺酸盐型,它在除油 脂过程中起主要的作用。在有特殊要求时还需要加入一些其他 添加物,如喷淋时需要加入消泡剂,有时还加入表面调整剂, 有脱脂、表调双重功能。低碱性清洗剂已有很多商业化产品。 一般常用的低碱性清洗液配方及工艺如下:
项目 浸泡型 喷淋型
三聚磷酸钠 4〜10g/L 4〜10g./L
娃酸钠 0〜10g/L 0〜10g/L
碳酸钠 4〜10g/L 4〜10g/L
表面活性剂 5〜20g/L 1〜3g/L
消泡剂 0 0.5〜3.0g/L
表面调整剂 0〜3g/L 0〜3g/L
游离碱度 5〜20点 5〜15点
处理温度 常温至8(TC 40〜70eC
处理时间 5〜20min 1. 5〜3. Omin
4.表面活性剂清洗
碱液除油可以除去皂化的动植物油和少部分不能皂化的矿 物油,但却无法除去石油产品中的许多衍生物。此时需要利用 表面活性剂对各类油污的润湿渗透、乳化分散作用和增溶洗涤 作用来除去工件表面的油污。
钢铁工件除油配方:
6501清洗剂 0.5%
平平加清洗剂 0.3%
三乙醇胺 1.0%
油酸 0.5%
聚乙二醇 0.2%
水 余量
浸泡型清洗剂主要应注意的是表面活性剂的浊点问题,当 处理温度高于浊点时,表面活性剂析出上浮,使之失去脱脂能 力,一般加入阴离子型表面活性剂即可解决。喷淋型清洗剂应 加入足够的消泡剂,在喷淋时不产生泡沫尤为重要。
铝件、锌件清洗时,必须考虑到它们在碱性条件下的腐蚀 问题,一般宜用接近中性的清洗剂。
铝及铝合金除油配方:
平平加清洗剂 1%〜1.5%
水 余量
除油时间5min,温度60〜70eC。
5.溶剂清洗
溶剂法除油脂,一般是用有机溶剂清洗或是非易燃的卤代 烃蒸气清洗。最常见的是采用三氯乙烷、三氯乙烯、全氯乙烯 蒸气除油脂。蒸气脱脂速度快,效率高,脱脂干净彻底,对各 类油脂的去除效果都非常好。在氯代烃中,不管是浸泡还是蒸 气法效果都很好。由于溶剂的危险性以及氯代卤都有一定的毒 性,汽化温度也较高,再者由于新型水基低碱性清洗剂的出 现,溶剂法以及溶剂蒸气方法现在已经很少使用了。
6.酸性清洗剂清洗
酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表 面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生 氢气的机械剥离作用,达到除油脂的目的。酸性清洗剂可在低 温和中温下使用。低温一般只能除掉液态油,中温就可除掉油 脂,一般只适合于浸泡处理方式。酸性清洗剂主要由表面活性 剂(如聚氧乙烯酚醚类非离子型、阴离子磺酸钠型)、普通无 机酸、缓蚀剂三大部分组成。由于它兼备除锈与除油脂双重功 能,人们习惯称之为“二合一”处理液。
常见的酸性清洗剂配方及工艺参数见表4-1。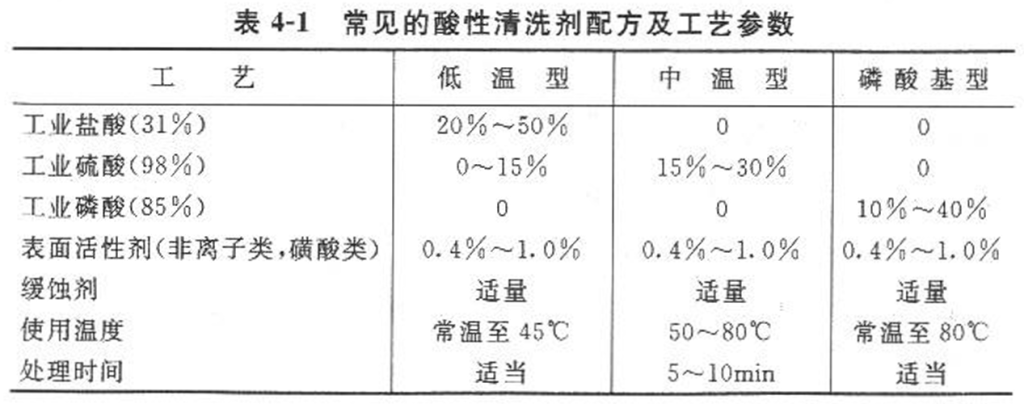
盐酸、硫酸的清洗剂应用最为广泛,成本低,效率较高, 但酸洗残留的cr、sor对工件的后腐蚀危害很大。而磷酸没 有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低呰。
对于锌件一般不采用酸性清洗剂清洗,因为锌件在酸中的 腐蚀极快。
除油质量检查方法主要是依据国家标准GB/T 13312— 1991《钢铁件涂装前除油程度检验方法(验油试纸法)》。
在生产中还有一些简便、快速、实用的评价方法,在涂装 行业用得最普通的是水膜法,通过观察水膜连续破裂情况,判 定除油情况。通常工件表面残留油污的地方不易沾水,因此水 膜会在油污处断裂。